В электролизере H2O расщепляется на водород и кислород с помощью электричества. Водород образуется в виде пузырьков, которые застревая на поверхности катализатора мешают реакции.
Корейские ученые опустили сковороду в водупокрыли электролизер тефлоном — материалом с ярко выраженными антипригарными свойствами. В итоге пузырьки водорода перестали задерживаться и начали свободно выходить из системы.
Результат — на 40% выше производительность по сравнению с обычными ячейками и более стабильная работа электролизера. Технология дешевая, масштабируемая и совместимая с уже существующими установками. Более того, ее можно применять в топливных элементах и батареях.
Больше интересной информации про источники энергии и энергетику в телеграм-канале ЭнергетикУм
Реинкарнация бульбулятора... Результат добавления воды в бензин - потеря мощности, ускорение коррозии. На данном двигателе с данной реализацией других эффектов не получите. Во время второй мировой на авиадвигателях применяли впрыск воды с целью снижения температуры в камере сгорания и недопущения детонации и прогорания клапанов. Кстати, чаще использовали смесь воды с метанолом. БМВ на одном из своих двигателей (для СПОРТИВНЫХ авто, а не для ширпотреба) применяет впрыск воды. Но опять же с целью снизить температуру смеси после компрессора чтобы компрессора чтобы не возить с собой дополнительный радиатор на впуске, который, к тому же, даёт сопротивление на впуске.
Не всегда и не везде хорош принцип «выше-быстрее-сильнее» - и в домашней мастерской случаются задачи для миниатюрного инструмента. Взять те же горелки. В большинстве случаев безусловное – Больше!, Мощнее! но точная пайка мелочей твердым припоем, но работа с электролизером небольшой мощности, ювелирное дело, работа со стеклом. Здесь, речь пойдет именно о стеклодувном применении небольшого стационарного электролизера.
Стеклянное приборостроение и кустарное электровакуумное производство подразумевают, в том числе и высококачественное спаивание нетолстого стекла. Обычно, такие работы выполняются в пламени настольных или ручных стеклодувных горелок. Газо-воздушных или газо-кислородо-воздушных, при этом, надежное герметичное спаивание стекла требует изрядной квалификации стеклодува. Применение для такой работы кислород-водородной горелки усложняет оборудование, но резко упрощает процесс и существенно повышает качество спаев, выполненных даже малоопытным стеклодувом.
Кислород-водородный факел очень горячий и жёсткий. Стекло он расплавляет быстро и до совершенно жидкого состояния. В стеклодувном деле гремучий газ удобен или как высококалорийная добавка к газовоздушным горелкам, или в виде самостоятельного факела очень маленького размера, еще не продавливающего, не разбрызгивающего стекло. Такая горелка с микросоплом, а речь идет о диаметрах от 0,1 мм, может преотлично питаться гремучим газом от простого электролизера относительно небольшой настольной мощности. В комплекте с простой «подогревной» горелкой с широким мягким низкотемпературным пламенем (газовоздушная - инжекционная, радиационная), для первичного разогрева стеклянной работы и предотвращения термоударов, микрогорелка на гремучем газе позволяет легко и с высоким качеством спаивать даже довольно крупные детали.
Микрогорелки с электролизерами используются традиционно и, как правило, вынуждено. У аппаратов небольшой мощности, производительности хватает только на них. Обычно, в качестве сопла для такой горелки используется игла от медицинского шприца – выбор объяснимый легкодоступностью, но неважный в теплотехническом смысле. Игла шприца – тонкостенная трубочка из плохо проводящей тепло нержавеющей стали. Малейший локальный перегрев и она оплавляется кислород-водородным пламенем. Напротив, в качестве сопла для такой горелки следует предпочесть толстостенный капилляр из медных сплавов. В крайнем случае, иглу можно обмотать нетонкой медной проволокой и тщательно пропаять серебром.
Медные или латунные капилляры, диаметром от ~0.15 мм сейчас вполне доступны, но еще один несложный вариант изготовления микросопла – сверление. Теория говорит - для достижения спокойного ламинарного потока газа и выраженного иглоподобного факела, длина сопла должна быть не короче 3…5 её диаметров. Так, для диаметра отверстия 0,3 мм, глубина сверления может быть всего 1 мм. Более того, тонкие глубокие отверстия могут представлять затруднения в эксплуатации – сложно прочищаться при неизбежных засорах. Практика показала – сверление неглубокого отверстия спиральным сверлом 0,3 мм. в бронзе и латуни, не представляет сложности. Сверла недороги и доступны.
Что потребовалось для работы.
Набор некрупного слесарного инструмента, мелочи. В работе использовался сверлильный станок, электролизер для пайки твердым припоем, УЗ мойка.
К делу.
Здесь, описано изготовление сменного наконечника с соплом для имеющейся микрогорелки. Для основания подобрал медную 7 мм трубку, аналогичную штатной. На трубке-заготовке уже имелся изгиб, хотя и выполненный не вполне хорошо – без внутренней набивки, а потому несколько сплющенный. Заготовка была признана удовлетворительной. Примерив и разметив, отрезал нужную часть роликовым резаком (Фото 2).
Фото 2. Резка трубки роликовым резаком.
Роликовый резак продавливает мягкую медь – для выравнивания образующегося сужения пришлось поработать круглым надфилем и наждачкой.
Для сопла подобрал латунную заготовку. Латунь, превосходный материал для такого применения – легко обрабатывается, хорошо паяется мягкими и твердыми припоями, имеет малый КТР (коэффициент термического расширения).
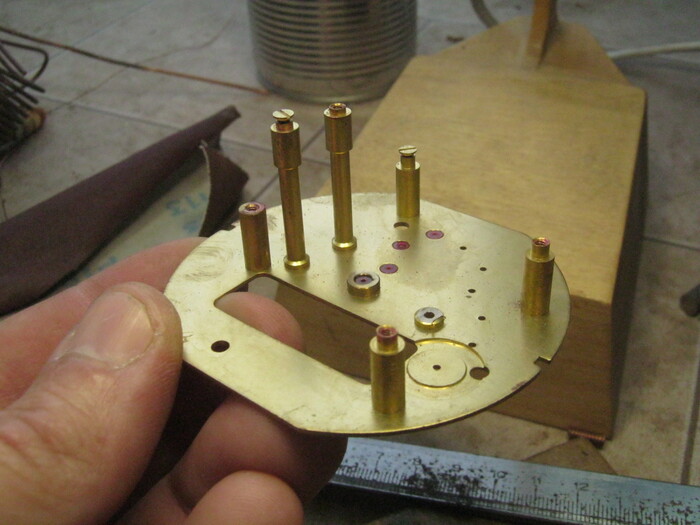
Фото 3. Заготовка сопла – латунная, запрессованная в плату, стойка от старого водяного счетчика.
Длинную стойку спилил у основания ювелирным лобзиком. Длинна – с запасом, для удобства предварительной обработки. Утолщенная часть с внутренней резьбой чуть великовата.
Фото 4. Подгонка толщины сопла до плотной его посадки в трубку-основание. В сверлильном станке.
Фото 5. Примерка заготовки сопла.
Фото 6. Обрезка технологической части заготовки. Длина оставленного такая, чтобы полнотелого стержня (от внутренней резьбы М3) осталось 5…7 мм. С запасом. В работе снова ювелирный лобзик. Пилочка №4.
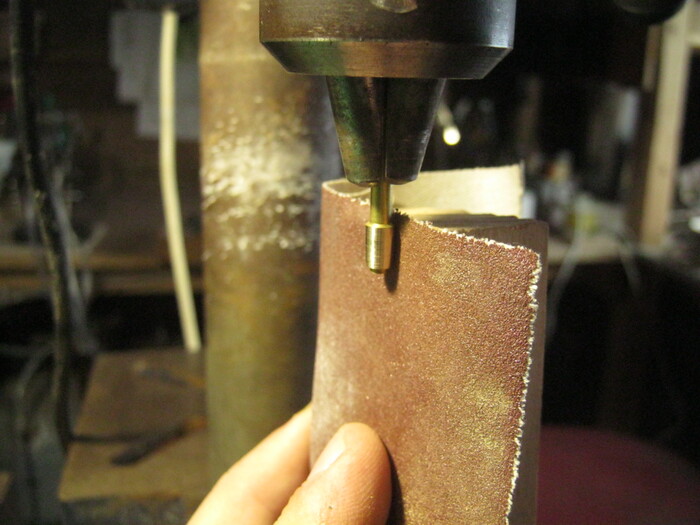
Фото 7. «Торцевание» заготовки сопла после пилки лобзика. В том же сверлильном станке, на кусочке наждачной бумаги положенной на березовый брусочек. Заодно и притупил острую кромку.
Фото 8. Нарочито примененная наждачка с относительно крупным зерном оставила круговые царапины, этакую мишень, облегчающую поиск центра. Вооружившись козырьком с лупой и хорошим светом, тюкнул керном.
Фото 9. Сверло Ø3 мм. зажал в миниатюрный патрон, заготовку сопла – в патрон сверлильного станка. Обороты средние. Сверление наоборот, неподвижным сверлом, позволяет относительно точно сделать соосное отверстие.
Канавки на сверле невеликие, при работе нужно часто извлекать инструмент для удаления стружки. Случается удачно приобрести сверла несколько конической формы, особенно склонные ломаться. Отчасти помогает смачивание спиртом.
В ответственных случаях канал сопла следует отполировать, например, толстой ниткой натертой пастой ГОИ. В случаях особо ответственных, заднюю часть канала, примерно на ¾ делают еще и слегка конической, специальной разверткой. Практика, однако, показала, для гремучего газа и предложенных диаметров сопла, обычного сверления довольно вполне.
Фото 11. Изготовленное сопло на штатном месте. Рядом, слева, неудачный вариант с каналом из медицинской иглы. При пайке его закупорил избыток припоя.
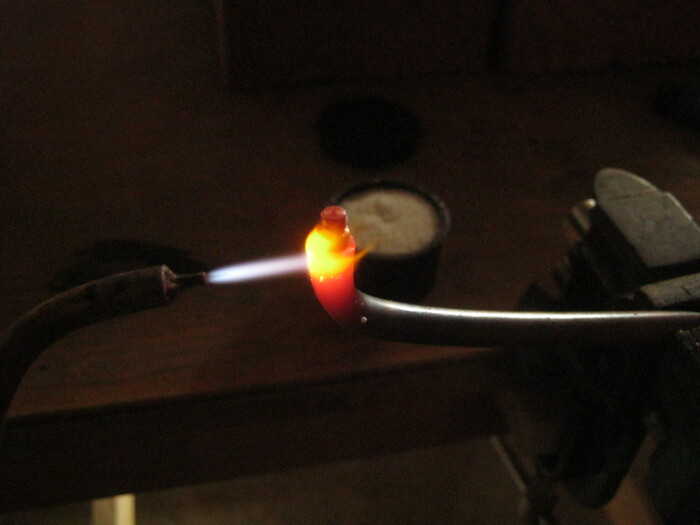
Фото 12. Пайка твердым, серебряным припоем.
От пластинки фабричного ювелирного припоя ножницами отрезал полоску и зажал в обратном пинцете. Флюс – бура. Вносить ее удобно раскалив нетолстую стальную проволочину и макнув в порошок. Налипшую подплавленную буру перенес на раскаленные детали, убрав факел – сдувает. Нагревал место пайки гремучим газом из электролизера. Дидимовые стеклодувные очки защищают глаза и вырезают натриевое «содовое свечение» - место пайки хорошо видно.
Фото 13. Остывший спаянный наконечник отмыл от остатков стекловидной буры в сильно разбавленной серной кислоте. Для активизации процесса применил УЗ мойку. После кислоты – два цикла промывки в чистой воде.
Фото 14. Спаянные детали. Хорошо видно последствие маленькой аварии – подплавилась и осела медная трубка, сопло провалилось, хотя и не утратило функциональности. Не столь изящно как хотелось но удовлетворительно.
Фото 15. Подгонка основания наконечника к присоединительной законцовке. В сверлильном станке, средней наждачкой, с регулярными промерами штангенциркулем.
Фото 16. Впаивание подогнанного наконечника с соплом в законцовку. Применил мягкий безсвинцовый припой олово-медь-серебро и кислый флюс-пасту для огневой пайки.
Нагрев обычной инжекционной горелкой на пропане. По остыванию – немедленная отмывка от остатков флюса в теплой воде. Сначала вручную, старой зубной щеткой, затем несколько циклов в УЗ мойке.
Фото 17. Готовый сменный наконечник с присоединительной законцовкой и накидной гайкой.
Фото 18. Два наконечника микрогорелки – старый, Ø 0,7 мм. из медного капилляра впаянного медно-фосфорным припоем, новый Ø 0,3 мм.
Фото 19. Вид на микрогорелку с новым наконечником и соплом 0,3 мм.
Фото 20. Факел горящего гремучего газа с соплом 0,3 мм. Горелка отрегулирована на самый малый, возможный до гашения, расход газа.
Фото 21. Работа сопла 0,3 мм, с самым большим, до срыва факела, расходом гремучего газа.
К слову, диаметр 0,3 мм. глубокого отверстия, теоретически, является «предельным» для гремучего газа – с таким соплом, до некоторой степени, можно быть уверенным в отсутствии обратного удара.
Получение в электролизере кислород-водородной смеси - гремучего газа, только часть задачи. Еще солидный кусок – подготовка газа для использования практического, а обычно это сжигание. Кроме прочего, гремучий газ полезно осушать иначе весомая часть тепла факела будет тратиться на испарение воды. Это как топить печь сырыми дровами – проделать громадную работу по заготовке, а тепла получить чуть. Осушение гремучего газа в простом электролизере, как оказалось, задача нетривиальная – нужен весьма прочный сосуд выдерживающий потенциальный подрыв (а осушитель – первый аппарат на пути обратного удара пламени), герметичный, стойкий к раствору щелочи (содержится во влаге). Опять же – из доступных материалов и более-менее удобный в эксплуатации. То есть не требующий слишком частого обслуживания и оно должно быть по возможности нетрудоемким.
Собирая свой аппарат для домашней мастерской, поторопился сделать осушитель из куска стальной водопроводной трубы с патрубками-вводами, предполагая засыпать его силикагелем и пропускать газ снизу вверх через слой-столб гранул. Однако, в переписке вовремя получил совет своего наставника и вдохновителя, владельца довольно мощного самодельного электролизера, прототипа моего. Как оказалось, газ после реактора и водяного затвора довольно влажный, а силикагель работает хорошо но увы, не особенно долго. Пропуская его через засыпку, получаем высокую эффективность, но и необходимость весьма часто извлекать осушающий реагент для регенерации. Увы, приходится довольствоваться компромиссом – извлекать из газа только часть влаги, при этом разбирать осушитель и прокаливать силикагель приходится много реже.
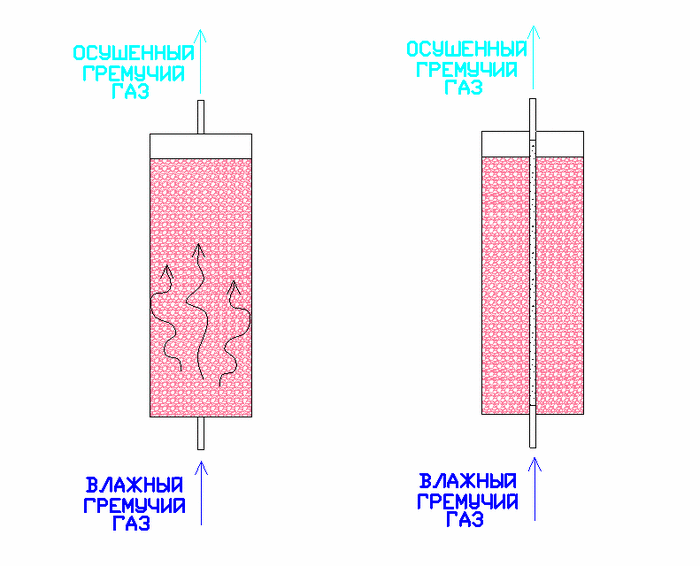
Рис. 2. Схема обычного осушителя (слева) и предложенная Ю. Н. Бондаренко, с ограниченной степенью осушения (справа), показаны на рисунке.
В частичном осушителе газ проходит через перфорированную трубку окруженную засыпкой из силикагеля. Гидравлическое сопротивление трубки много меньше чем у слоя гранул и практически весь поток проходит через нее. Тем не менее, гигроскопическое окружение связывает некоторую часть паров воды из проходящего газа. Степень осушения можно подобрать количеством и диаметром отверстий в перфорации.
В мой уже готовый осушитель (Фото 1, по центру), такой перфорированный канал легко не встроить, но кое что сделать удалось.
Что понадобилось для работы.
Набор слесарного инструмента, мелочи.
К делу.
Фото 3. Мой осушитель, а это нижняя широкая часть, снабжен на макушке сухим фильтром – верхняя часть потоньше.
Короткий входной штуцер вварен внизу глубокой узкой шахты (Фото 5) и добраться до него сложно. Здесь, применил зеркальный вариант частичного осушения (Рис. 2) – газ будет омывать извлекаемый перфорированный осушительный патрон. Вариант получился вполне удобный во многих отношениях, настраивать степень осушения в нем легче легкого.
Рис. 4. Варианты осушителя с частичным извлечением влаги из проходящего газа. Слева – Ю. Н. Бондаренко, справа – авторский.
Итак, общий принцип выработан, материал – пластик. Здесь не нужна значительная прочность, важна лишь стойкость к влаге и щелочи. Оглядевшись по сторонам, в качестве корпуса патрона применил обрезок серенькой канализационной трубы Ø50 мм. Верхнюю и нижнюю крышку сделал из обрезков 0,5 л ПЭТ бутылки от минеральной воды, причем в нижней части патрона применил верхнюю половинку бутылки. Ее сужение - горлышко с пробкой позволило иметь внизу зазор для прохода газа и миновать торчащий внутрь штуцер (Фото 5).
Фото 5. Входной штуцер в металлическом корпусе осушителя. На дне.
Фото 6. Пластиковый осушительный патрон в сборе.
На боках трубки разметил и просверлил ряды некрупных отверстий и острым ножом срезал пластиковые заусенцы. ПЭТ бутылка с нетолстыми стенками натурально работает как термоусадочная трубка и обдувая половинки строительным феном на второй передаче, плотно усадил их на торцы патрона. Нижнюю часть удерживающую столб гранул дополнительно закрепил двумя недлинными саморезами.
Фото 7. Небольшое количество силикагеля можно приобрести в магазинах для домашних животных, сегодня он часто используется как наполнитель для кошачьих лотков.
Фото 8. Просушка силикагеля перед снаряжением аппарата.
Операция в принципе лишняя – индикаторные гранулы девственно голубые (при увлажнении они становятся розовыми). Тем не менее, работа была проделана для тренировки. Силикагель засыпал нетолстым слоем 1…1,5 см толщиной в стопку металлических лоточков и поместил в самодельную электропечь. Настроил термоконтроллер на 180 ̊ С и четыре часа работы. Вынул после охлаждения до 60 ̊ С.
Фото 9. Засыпал просушенный силикагель в пластиковый перфорированный патрон, установил его в стальной корпус осушителя, собрал фланец.
Силикагеля в патрон поместилось около 1.5 л. Бронзовый пробковый краник разобрал, промыл растворителем от старой смазки, отшлифовал наждачкой 2000 конус пробки, удалил остатки шлифовки смазал консистентной смазкой, собрал.
Фото 10. Кислород-водородный факел почти прозрачен, а окраску ему придают примеси. Обычно это оранжевый цвет натрия из щелочи электролита.
Она пробирается через две промывалки и окрашивает пламя, а также регулярно кристаллизируется в микросоплах горелок. Здесь эти кристаллы отфильтровываются набивкой из базальтовой ваты в сухом фильтре (тонкая часть осушителя) и не столь заметны. Большую часть факела теперь практически не видно, только изредка вылетает частичка щелочи и проявляет этакий луч. Отчасти факел можно увидеть при сильном затемнении в движении. В целом, это тонкая игла длиной 30…35 см.
К слову об осушении. В электролизерах фабричных, осушение часто не проводится вовсе либо проводится но не силикагелем. Нередко в качестве осушителя применяют концентрированную серную кислоту (Н2SO4) барботируя (пробулькивая) через нее гремучий газ. Она работает долго. Реактив относительно недорогой и ходовой – электролит из любого автомагазина который нетрудно упарить в эмалированной посуде до появления белого пара. Концентрированная серная кислота пассивирует черную сталь, ее возят по железной дороге в стальных цистернах, то есть теоретически можно применить аппарат – копию водяного затвора. Однако, в процессе работы концентрированная кислота постепенно превращается в разбавленную и вероятно станет реагировать с железом. Опять же, мы уже знаем что частички щелочи вместе с парами воды проникают по «системе» вплоть до сопла горелки и с кислотой они будут реагировать. С одной стороны они гарантированно отсекутся, с другой – кислота постепенно превращается в соль. Ее придется периодически обновлять полностью.
Фото 11. Горелку работавшую до этого счастливого дня без фильтров, пользуясь случаем тоже почистил и чуток доработал.
Разобрал, насосал внутрь воды и устроил длительную промывку в ультразвуковой мойке. В чистой теплой воде. В медной ручке огнепреградитеьная набивка. Очень плотная, из тонкой отожженной медной путанки. Рядом два сменных наконечника с разными соплами.
Фото 12. Просушил части горелки, собрал.
Кроме прочего, с ручки ободрал веселенькую термоусадку, заменил шток игольчатого краника на лучший, уплотнил его. Появился новый металлический маховичок взамен яркой пластмасски. В целом - суровый челябинский стимпанк.
Фото 13. Еще одну проблему – нестояние без подпорки водяного затвора с полукруглым баллонным дном, нейтрализовал пользуясь короткой оттепелью. Подобрал заготовки из старых хвойных дощечек, прострогал, отпилил.
Фото 14. Собрал из подготовленных деревяшек подставку. На столярный ПВА и гвоздики.
Фото 15. Разобрал угол от хлама и перенес-перевёз в него тяжелые аппараты.
Восстановил соединения. Всё электролизное оборудование с комфортом разместилось сбоку от рабочего стола с настольной стеклодувной горелкой и вытяжкой. На фото видны водяной затвор и осушитель, сам реактор с блоком питания рядом, в узкой щели за кирпичной печкой. Там же и удобная розетка. В кадре также бензиновый карбюратор для получения по месту горючего газа.
Фото 16. Вид на место, в том числе и для стеклодувных работ. Над столом вытяжка, поверхность застелена листом паронита.
Продолжим разговор о небольшом, для домашней лаборатории-мастерской, электролизере. Его задача – получение гремучего газа - кислородно-водородной смеси, для сжигания в горелках. В некрупных ручных и для подмешивания в горелки более мощные, для повышения температуры факела. Например, для стеклодувных работ при отсутствии баллонного кислорода.
Получить гремучий газ в электролизере – половина задачи. Оставшаяся – этот газ подготовить для сжигания, сделать процесс эффективным, безопасным и удобным. Для этого служит целый ряд вспомогательных аппаратов, один из которых – осушитель с тонким фильтром. Откуда в получаемом газе вода? Прежде всего, из самого реактора. Он разлагает воду из щелочного раствора и она испаряется, тем более, что при работе реактор нагревается. Есть и мельчайшие брызги от лопающихся пузырьков пены. Дополнительно, гремучий газ пропускается через водяной затвор сразу после электролизера – обязательная ступень безопасности, предохраняющая от обратного удара, а водород-кислородная смесь весьма к этому склонна. Пары же воды, поступающие в горелку с газом, сильно понижают его температуру.
Рис. 2 Схема соединения аппаратов электролизера
Где – 1 – реактор, 2 – блок питания реактора, 3 – бак-накопитель с фильтром отделителем пены, 4 – подпитыватель, 5 – реле давления, 6 – водяной затвор, 7 – бензиновый барботер-промывалка, 8 – осушитель, 9 – фильтр тонкой очистки.
Фильтр тонкой очистки. Через него проходит осушенный газ и далее поступает «к потребителю». Вся газоподготовка – три аппарата – затвор, барботер с бензином для насыщения, при необходимости, газа парами углеводородов и осушитель. Практика показывает - как это не удивительно, частицы щелочи из электролизера пробираются через все препоны и рабочие жидкости и выпариваясь в горелках, кристаллы калия или натрия, регулярно забивают длинные тонкие сопла, а чистить их трудно. При использовании едкого натра в электролите, хорошо заметно характерное яркое оранжевое свечение факела, т. н. «содовое свечение». К счастью, эти частицы неплохо улавливаются простейшей набивкой из стекловаты.
Материаловедение. Здесь, имея дело с газом и жидкостями, использовать традиционные удобные бронзу и латунь нельзя – влажной щелочью они быстро разрушаются. Хорошо бы применить никель (дорого), но неплохо и долго работает и обычная черная сталь, тем более, что для сосудов при этом, можно подобрать недорогие распространенные емкости, мощный ходовой прокат. В данном аппарате, скидку можно сделать только на выходе, где газ уже сухой и очищенный.
Здесь надо сказать и о прочности. Как уже говорилось, гремучий газ чрезвычайно подвержен обратным ударам – распространению волны горения обратно по шлангам – у этой стехиометрической смеси очень высокая скорость горения и огромная энергия взрыва. Есть и на нее заграждения, но спокойней, выполнять все сосуды достаточно крепкими, металлическими, и по возможности, оставлять в них минимум свободного места для газа. Тогда, даже их вероятный подрыв не приводит к аварии. И конечно, никакого стекла.
О заполнении аппарата многое уже сказано. Фильтр – плотная набивка из минеральной ваты, которую не следует заменять органикой – ветошью, паклей и т. п. – могут самовоспламениться. Внутри осушителя, под самую горловину силикагель.
Время работы между обслуживаниями. Конечно, зависит от производительности электролизера и частоты его использования, но примерно, для наших непромышленных размеров, измеряется месяцами, а то и сезонами-полугодиями. Забитую мелкой щелочью стекловату можно определить по упавшему давлению на выходе и окраске пламени. Ее можно промыть водой, хорошо бы в ультразвуковой мойке, но проще заменить на новую. Силикагель обычно содержит индикаторные гранулы, синеющие при общем увлажнении материала. Регенерируют его как обычно - в печи при невысокой температуре.
Что понадобилось для работы.
Набор слесарных инструментов, в том числе и для электродуговой сварки плавящимся электродом. Плюс, расходные материалы, мелочи, ЛКМ.
К делу.
Вся конструкция электролизера более-менее стационарна, невысокой мобильности, ей, в разумных пределах, допустимо быть громоздкой. Осушитель – штука немаленькая, он должен вмещать не меньше литра наполнителя-силикагеля, чтобы пореже его прокаливать, а вот фильтр тонкой очистки может быть вполне компактным. Его сделал из недлинного куска водопроводной трубы 3/4 дюйма приваренной прямо к крышке-люку осушителя. Меньше шлангов-соединителей, деталей, работы.
Первым долгом добыл железки-заготовки – кусок трубы для основного корпуса пришлось приобрести, остальное подобрал в своем металлоломе (Фото 3).
Фото 3. Основные заготовки аппарата.
Обрезок швеллера назначен дном. Нашедшаяся пара нетонких стальных пластин автоматически решила задачу широкого герметичного загрузочного люка. Он будет фланцевого типа во весь зев трубы.
Фото 4. Разметка для перпендикулярного реза крупной трубы. Хватило листа А4. Край хорошенько намелить. Резал УШМ без станка.
Фото 5. Зачищенные от ржавчины заготовки, отрезанная труба.
Суперзадача – придать фланцу и крышке более-менее круглую форму без токарного станка по металлу.
Фото 6. Центр заготовок нашел специальным самодельным инструментом-прицелом – центроискателем. Отметил спиртовым фломастером и тюкнул керном. Нарисовал на железке окружность чертежным циркулем.
Фото 7. Отрезной машинкой обрезал заготовку до квадрата, затем углы у квадрата и еще разок – все сильно выступающее. Уже близко к кругу, но не совсем.
Фото 8. Некий аналог точения таки пришлось применить, но в самодельном станке по дереву. Для установки заготовки на шпиндель, приварил в центре каждой заготовки по соответствующей гайке.
Фото 9. Примененный принцип точения. Работает станок, работает болгарка. Инструмент – абразивный зачистной диск.
Фото 10. Обточенная заготовка фланца. Размечены и вчерне просверлены отверстия для ряда стяжных болтов, высверлена середина для доступа внутрь емкости. Сверлил на станке.
Фото 11. Отверстия для болтов должны точно совпадать у обеих деталей. Для этого сверлил их вместе, скрепив в двух местах сваркой в тисках. Вид со стороны будущего люка.
Разный диаметр деталей вынужденно – стачивать бОльшую пришлось бы слишком долго, а пускать искры в деревянной мастерской, более минимально необходимого – испытывать судьбу. Для однозначного положения деталей в работе, сделал на обоих метку – неглубокий надрез на краях.
Фото 12. Вид сборки со стороны фланца.
Фото 13. Вид сборки после сверления начисто.
Отверстие по центру – выходное, над ним будет приварен фильтр со стекловатой. Здесь можно было бы обойтись и меньшим диаметром, но удобнее будет выталкивать забитую щелочью вату. Палочкой или сварочным электродом. Детали разъединил болгаркой, зачистил следы сварки.
Фото 15. Детали перед основной сборкой. Массивные и небольшие, верти как удобно - сварка простая и быстрая. Замечательно герметичные швы удалились электродами ОК-46 марки ESAB Тюменского разлива. Троечкой.
Фото 16. Аппарат в сборе. Внизу остывает пробка.
Входной штуцер внизу аппарата выточен из стали, аналогично дискам.
Фото 17. Недлинный отрезок прута накернил с обеих сторон по центру и более-менее точно просверлил по оси. Очень помогает сверление наоборот – деталь вращается, сверло неподвижно.
Фото 18. Обтачивание заготовки штуцера в том же сверлильном станке – для удобства работы он положен на бок.
Сверлилка настроена на максимальные обороты, работает станок, работает болгарка. После абразивного диска – наждачная бумага.
Фото 19. Готовый штуцер. Для него просверлил отверстие внизу аппарата-колоны и вварил.
Штуцер выходной. Здесь, на выходе из всех аппаратов подготовки, газ уже сухой, без щелочи и требованиями к материалам можно частично манкировать – применить медные сплавы, тем более, что дальше все равно латунные горелки. В пробку фильтра впаял доработанный пробковый краник от негодного электрического самовара – возможность отсекать аппараты от горелок удобна.
Фото 20. В массивную железку из черной стали бронзовый краник впаял горелкой со специальным кислым флюсом для огневой пайки и припоем олово-медь.
Отмыл остатки флюса в УЗ мойке. Аналогично впаял в носик краника кусочек медной трубки для отводящего шланга.
Фото 21. Уплотнительную резинку вырезал из куска 4 мм листа ТКМЩ резины острым смоченным водой лезвием. Как шаблон, использовал крышку люка.
Отверстия разметил через железку, шариковой ручкой. Аккуратнейше просверлить их удалось спиральным сверлом по дереву, с шипом по середине. В сверлильном станке, на невысоких оборотах, смачивая сверло водой. На фото, в резинке еще нет небольшого выходного отверстия по центру.
Готовую железку не поленился покрасить - в два слоя, грунтом-эмалью по ржавчине. Серенькой. Высохшую работу зачистил от наплывов краски на фланцах, крышке, в отверстиях, собрал.
Фото 22. Пробка фильтра с доработанным самоварным краником в сборе.
Фото 23. Аппарат в сборе.
Наполнение осушителя не потребует особенных хлопот и расходов – как выяснилось, в настоящее время у кошколюбителей очень популярен наполнитель для ихних лоточков из, чего? Именно – из натурального силикагеля без никаких примесей. В весьма удобных и некрупных упаковках.