

Сварочный аппарат
Знакомый хочет отучиться на сварщика. Посоветуйте пожалуйста сварочный аппарат для начинающего в ценовом диапазоне до 30 000 руб
Что можете рассказать о специфике профессии? На что стоит обратить внимание?
Знакомый хочет отучиться на сварщика. Посоветуйте пожалуйста сварочный аппарат для начинающего в ценовом диапазоне до 30 000 руб
Что можете рассказать о специфике профессии? На что стоит обратить внимание?
🔧 Выполненные работы:
🔹Ремонт платы управления. Восстановили все необходимые соединения и компоненты.
🔹Проверка оборудования после ремонта.
🔹Проверка поджига дуги. Убедились, что поджиг дуги функционирует нормально.
🔹Проверили аппарат на наличие ошибок и убедились, что их нет.
🔹Провели осмотр внутренних соединений, чтобы убедиться, что никаких замыканий нет и все контакты надежны.
👍 Сильные стороны Brima Tig 200p:
- Аппарат обеспечивает надежный поджиг дуги, что делает его удобным и эффективным в работе.
- Подходит как для профессионального, так и для любительского использования, обеспечивая высокое качество сварных швов.
- Интуитивно понятное управление и настройки позволяют быстро адаптироваться к работе с аппаратом.
- Легко транспортировать и использовать в различных условиях работы.
Наши специалисты всегда готовы помочь вам с ремонтом и обслуживанием любого сварочного оборудования.

Пздц острый!

Красив как роды единорога!

Его родителями могли быть вулкан и метеорит, но стали сварочный автомат и лист стали.

Внушает страх и раболепие сборщикам/мастерам/зам.нач.цеха/Бабакину.
Универсальное регулируемое приспособление для точечной сварки, фиксированное приспособление для литиевых батарей 18650 26650 32650.
Всем кто - купи новое, золотое. Вам точно не сюда ребята.

Все на коленках, подручными инструментами из подручных материалов.

В общем ничего сложного, все узнали, что это от мебели детали, оставил их для этой цели, когда выкидывал старье.

Бюджет 50 руб.



Размеров не нашёл, сделал по своим


Сложно было делать отверстие. А так, все как мне нужно.



В принципе всё.
Покупать/заказывать на озонах или на алике нет смысла, пользуюсь им раз в пол года.
Удачных самоделок.

Фото 1.
Конструируя небольшой настольный аппарат для точечной сварки мелочей, а это простое жаростойкое соединение нетолстых листов и проволок из разных металлов, для внутренней арматуры самодельных электровакуумных приборов, как водится, не обошлось без ошибок и просчетов. Представленная работа – их устранение, прошла в несколько небезынтересных итераций. Итак. Размеры свариваемых деталей невелики и при проектировании применен ряд решений для популярного и где-то близкого (никелевая лента), в последнее время, занятия – соединения элементов-аккумуляторов пальчикового типа в батареи. Такие приборы обычно собирают на базе удобного для перемотки высоковольтного трансформатора от микроволновой печи. Больше того, существует ряд недорогих и доступных встраиваемых модулей для управления такой сваркой. Все это пошло в дело (Фото 2).

Фото 2. Первоначальный вид аппарата. Его блок питания. Вид спереди. Клеммы для подключения кабелей к прижимному механизму с электродами, сзади.

Фото 3. Блок питания точечной сварки. Вид сзади.
В выходных клеммах зажаты простейшие пробные эрзац-электроды из медной, диаметром 3 мм, проволоки. К слову, это был не самый худший вариант, хотя и сильно неудобный – мал зазор, проволока сильно грелась, липла к деталям, оперировать настройками контроллера и пуском приходилось в слепую. Но в целом, варило недурно.

Фото 4. Аппарат точечной сварки в сборе с рычажным механизмом.
Массивные бронзовые электроды, значительный прижим, удобно работать. Однако, однако. Варило из рук вон плохо, хуже проволочных недоразумений (Фото 3) – недооценил гигантские токи, а сварочная цепь получилась составной из слишком многих деталей. И хотя постарался сделать их массивными и изрядного сечения, общее падение напряжения оказалось большим и мешающим сварке. А в силовой трансформатор, удалось продернуть только несколько витков кабеля – напряжение на нем изначально невелико.

Фото 5. Электроды сварочного аппарата крупнее.
Попричитав положенное время – «Ой где были мои глаза!», проанализировал конструкцию и способы ее оживления. Их ровно два – переделать сварочный трансформатор на аналогичный, но с большим напряжением, чтобы имеющимися потерями можно было пренебречь. Устранить, свести к минимуму, сами потери. Первая задача распадается еще на две – перемотать имеющийся трансформатор или изготовить новый, более мощный, а место в корпусе это позволяло. Кстати, при этом можно было бы сделать несколько переключаемых отводов от первичной его обмотки и расширить диапазон применения. Перемотать же планировалось более тонкой шиной чтоб влезло больше витков.
Повертев свою механизму пришел к неутешительному выводу – переделка ее была бы слишком материало- и трудоемка, ряд деталей выполнен так а не иначе из-за ограниченных технических возможностей имеющейся мастерской. Осторожный оптимизм внушала и самая простая версия с проволочными электродами и ручным прижимом (Фото 3).
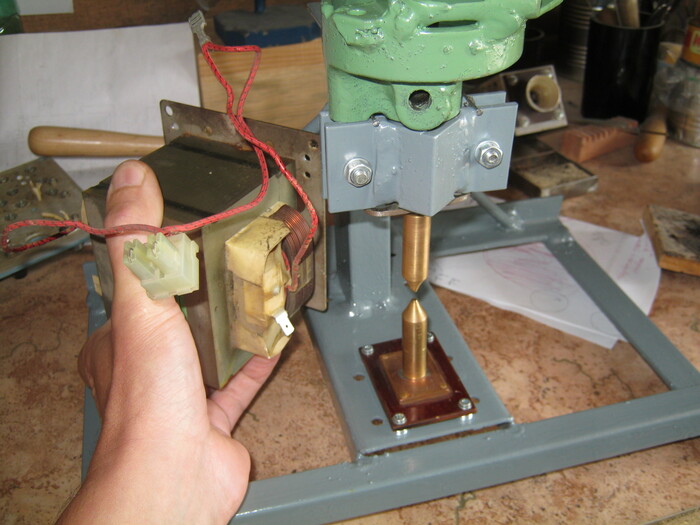
Фото 6. Возможный вариант устранения потерь – трансформатор с длинными мягкими выводами вторички расположен рядом с электродами, сбоку на раме. Для жестких нетонких деталей.
Очень хотелось использовать добротно сделанный, с насмерть запаянными клеммами, сварочный трансформатор. В порыве, собран простой, встраиваемый в корпус, вариант механизма перемещения электродов (Фото 7).

Фото 7. Промежуточный, аварийный вариант механизма сжатия.
Трансформатор с клеммами – от прошлого варианта. Верхний текстолитовый рычаг можно удлинить деревянной ручкой для увеличения усилия сжатия. Электроды легкосменные, плоские, выпиленные из пластины. Сваривало очень неплохо – потерь минимум, но перемещение рычага в сборе, не слишком плавное. Выводы от трансформатора короткие и жесткие – при пайке по жилам капиллярными силами затянуло припой и превратило их в прутки.
Осмыслив проделанную работу принял командное решение перемотать имеющийся трансформатор на, по возможности, большее напряжение вторичной обмотки и сделать длинные мягкие ее выводы. Этого удалось добиться применив в качестве провода плоскую самодельную шину из фольги (Фото 8). Вместе с этим, родилась и соответствующая конструкция прижима электродов – плоские кронштейны-пружины перемещающиеся только за счет их гибкости. На манер пинцета (Фото 9).

Фото 8. Перемотанный плоской шиной трансформатор. При сравнимом с прежним сечении удалось втиснуть на виток больше.

Фото 9. Пинцетная конструкция электродной системы.
Электроды – все тот же проволочный эрзац, но и он с мелочами работает хорошо. Конструкция удалась чудо как хорошо – сваривает отлично, ход пластин исключительно мягкий, давления «от руки» для деталей из проволоки и листов до 0,4…0,5 мм толщиной, довольно вполне, электроды даже из нетолстой меди почти не липнут. Детали такой толщины свариваются при настройках контроллера на половину мощности и времени – будет соединять и более толстые, но нужны электроды помассивнее. Электроды, в отличии от исходного пруткового варианта (Фото 5) нетрудно сделать выдающимися вперед, для сварки внутри. Вердикт – принять на вооружение с удовольствием.
Доработка аппарата.
Что понадобилось для работы.
Набор некрупного инструмента для слесарных работ, работ по дереву, электромонтажа. Крепеж, мелочи, расходные материалы, ЛКМ.
К делу.
Пробные сварки с двумя последними механизмами делал с запиткой сварочного трансформатора от имеющегося, установленного в коробке, контроллера (Фото 10).

Фото 10. Эксперименты с применением нового механизма. Последний пристроил на коробку и подключил к штатному контроллеру недлинными проводами.
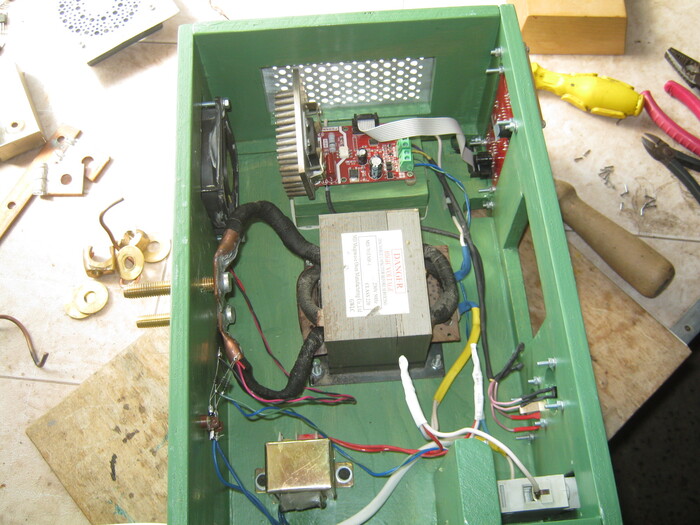
Фото 11. Доработка, начало.
Демонтирован один из вентиляторов с панелью, обдувающий силовой трансформатор. Паче чаяний, короткие тупые гвоздики которыми она крепилась к деревянной стенке, без особенных затруднений и вандализма удалось извлечь. В новом варианте все доступные для манипуляций органы аппарата, будут спереди.

Фото 12. Демонтирован трансформатор с сильноточными клеммами. На задней стенке осталось свободное место, переставим опальный вентилятор туда. Не повредит, да и жалко красивой самодельной панели.
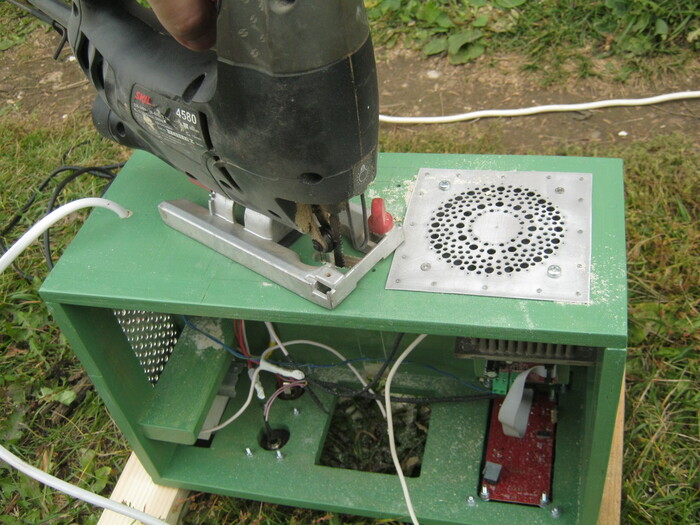
Фото 13. Простым карандашиком разметил место проема, просверлил входное отверстие для пилки, выпилил электрическим лобзиком.

Фото 14. Установил панель с вентилятором, приколотил ее теми же обрезанными некрупными гвоздиками. Чтобы не слишком толстая фанера стенки при этом не вибрировала, подкладывал изнутри тяжелую железку.

Фото 15. Проложил провод от свежеустановленного вентилятора к выпрямителю на стенке и подключил параллельно с первым.
Расчистил и подготовил место для установки трансформатора с электродами – отремонтировал раненый при выпиливании провод, удлинил несколько проводов, проложил и закрепил их вдоль угла.

Фото 16. Детали платформы с изолятором и электродной системой. Разобраны до атомов.
Перед сборкой несколько раз покрыл деревяшки акриловым лаком. Польстился на быструю сушку. Баловство конечно. Для надежной консервации дерева стоит применять масляный лак или краску.

Фото 17. Модуль с трансформатором и электродами весьма массивен. К счастью, с надежным креплением к корпусу затруднений не возникло – естественным образом детали модуля – сборная стойка-изолятор и трансформатор закреплены длинными сквозными винтами.
Аж восемью штуками. Длинна их несколько избыточна и стоит только собрать этот модуль сразу внутри корпуса с креплением насквозь, в том числе и через дно, и задача решена. На фото – сверление отверстий в дне ящика. Основание электродно-трансформаторного модуля используется как кондуктор.
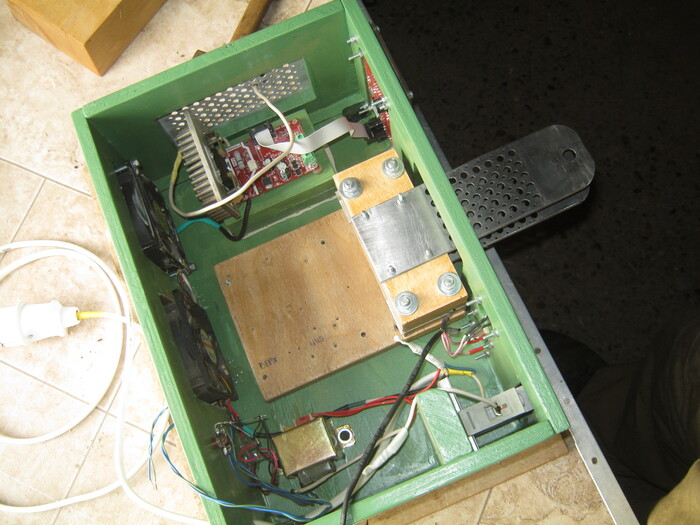
Фото 18. Собранная в ящике электродная система. Послойно, с креплением общими болтиками М6 к дну.
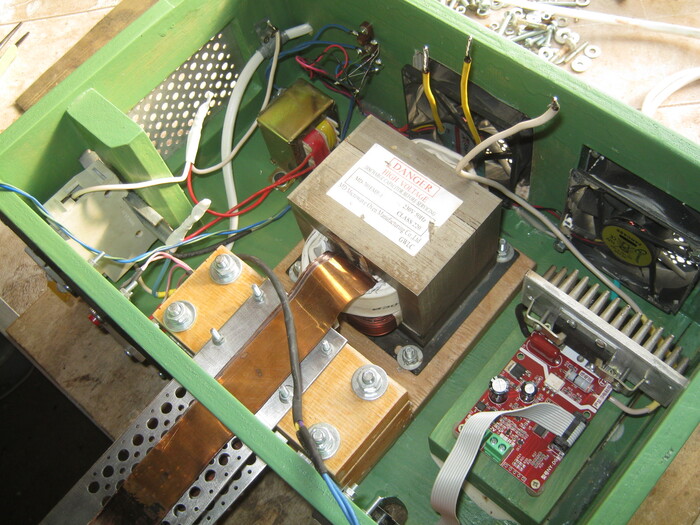
Фото 19. К клеммам трансформатора предварительно припаял и изолировал термотрубкой пару недлинных мощных проводов. Для удобства подключения. Продел плоские выводы шины, привинтил трансформатор винтами М5. Также насквозь, через дно корпуса.

Фото 20. Вид на дно ящика. Под головки винтов подложил широкие усиленные шайбы. Ножки корпуса из полос плотной 5 мм резины позволили использовать не утопленный крепеж.

Фото 21. Вид на переднюю стенку аппарата в сборе с новым электродным модулем. Установил винтовые клеммы, зажал электроды, восстановил внутрикоробочный электромонтаж, проверил работоспособность. Компактно, мощно, замечательно работает - ай да Пушкин!

Фото 22. Некрасивую дыру вокруг электродов закрыл декоративной фанерной накладкой.
Из нетонкого листа твердой ДВП вырезал заготовку, разметил и лобзиком по дереву выпилил щели для электродов, просверлил отверстия для крепежа. Зашкурил и в пару слоев покрыл масляным лаком.
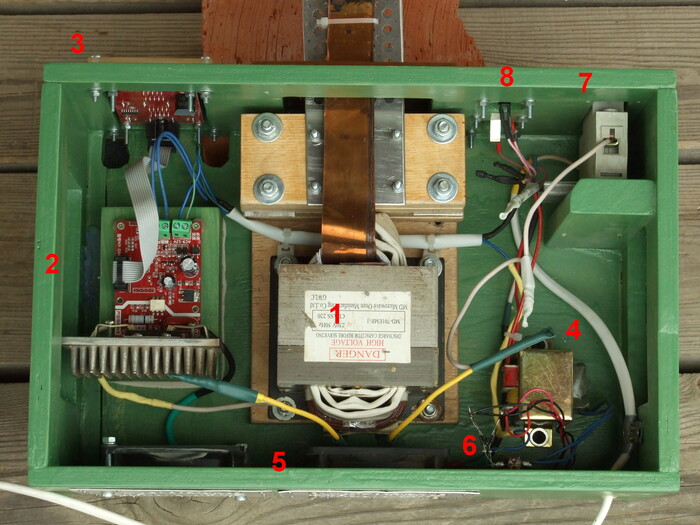
Фото 23. Вид на монтаж аппарата.
Где : 1 – сварочный трансформатор; 2 – модуль управления; 3 – субмодуль управления с индикацией, кнопками и зуммером; 4 – сервисный маломощный трансформатор для питания модуля управления и вентиляторов охлаждения; 5 – вентиляторы охлаждения, работают на половину мощности; 6 – выпрямитель для питания вентиляторов – диодный мост, при необходимости усилить обдув к нему добавляется оксидный конденсатор; 7 – автоматический выключатель; 8 – кнопка пуска и гнездо для подключения педали.
Вариант аппарата окончательный, возможные модернизации - только применение более совершенных электродов, например, каплеобразной формы из нетонкого листа и применение выносного сварочного пинцета.
Babay Mazay, сентябрь, 2022 г.

Фото 1.
Конструируя некрупный аппарат для контактной (точечной) сварки, стало ясно – даже относительно маломощный силовой трансформатор на основе перемотанного высоковольтного от микроволновой печи способен получить импульс в сотни ампер, хотя и очень небольшого напряжения («окно» магнитопровода). Такой ток дает заметное и существенное для процесса падение напряжения даже на очень маленьком, незаметном обычно, сопротивлении. Соединения и не слишком мощные провода разогреваются, драгоценные вольты расходуются на повышение энтропии во вселенной и мешают сварке. Мораль – к сварочному клюву для такого аппарата следует подходить самым ответственным образом – свести к минимуму соединения, возможно больше увеличить сечение соединительных проводов и уменьшить их длину.
Элементарными средствами удалось собрать простой, но вполне удобный и технологичный механизм прижима электродов для сварки «насквозь» с учетом перечисленного. Конструкция имеет задел для некоторой модернизации и видоизменения. Собственно, это укрупненный пинцет с перемещением губок за счет гибкости боковых планок.
Что потребовалось для работы.
Кроме заготовок, материалов и элементов - набор некрупных слесарных инструментов. Пригодился и ювелирный лобзик. Набор столярного инструмента, крепеж, мелочи, набор инструментов и материалов для пайки.
К делу.
Надо сказать, что громадный ток в сварочной цепи и изрядные потери на самом пустяковом переходном сопротивлении, заставляют иначе взглянуть на конструирование такого аппарата – здесь придется начинать от свариваемых железок. Мой силовой трансформатор перемотан самодельной шиной из медной фольги и имеет значительный выпуск концов (Фото 2).

Фото 2. Перемотанный трансформатор от микроволновой печи.
Планировалось к подготовленным концам шины прижимать сменные плоские наконечники-электроды. Таким образом, мест соединений будет всего два и сечение провода нигде не уменьшается. Сама шина из нетолстых полос фольги, мягкая, гибкая и при работе будут приняты меры по сохранению её исходной гутаперчивости.
Что касается механизма точного перемещения электродов, то он пинцетообразный, но с изоляцией сторон-щёчек друг от друга. Одна из важных задач при конструировании узла – подобрать подходящие для них железки. Они, по возможности, должны пружинить, но более-менее легко обрабатываться. Забегая вперед – пластины можно изготовить составные и пожалуй, что даже неметаллические – жесткий пластик (пластики слоистые ?), дерево, фанера. При этом сама собой решается задача по изолированию выводов друг от друга. Жесткость пластин должна быть такой, чтобы надежно и с некоторым запасом удерживать электроды в нейтральном положении, легко изгибаться от усилия одной руки при сварке и без деформации возвращаться в исходное положение.
На ум приходит конечно сталь, но можно поискать и фосфористую бронзу. Порывшись в своих обрезках и металлоломе добыл пластину из мягкой нержавейки толщиной 1,5 мм. Отрезал от полосы две заготовки сообразно длине выводов трансформатора (Фото 3).

Фото 3. Заготовки пластин-щечек прижима электродов.
Собрав их концы бутербродом через нетолстый деревянный обрезок и зафиксировав на краю стола струбциной получил импровизированный макет прижима. Оценил жесткость заготовок при сжатии их свободных концов на рабочие ~10…15 мм. Оказалось жестковато. Пластины ослабил периодической перфорацией в средней части (Фото 4…6).
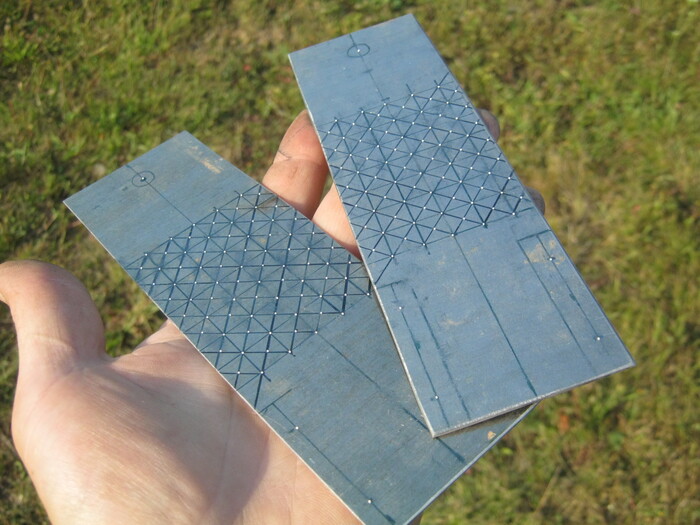
Фото 4. Размеченные и накерненные пластины. Все готово к сверлению.

Фото 5. Первое сверление – нетолстым сверлом. Отверстия при этом точнее, а сверлить удобнее. Дальше, при необходимости, ряд отверстий рассверливается. Кроме прочего, это позволило последовательно вдумчиво подобрать жесткость.
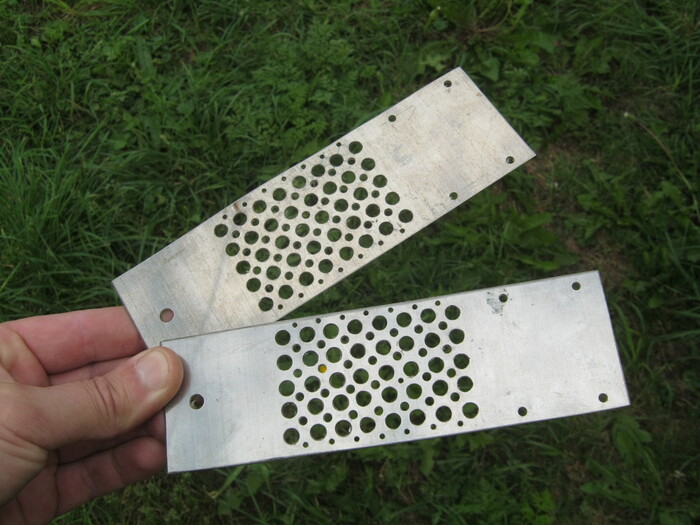
Фото 6. Вот так будет хорошо.
Опору-изолятор пластин выполнил из нетонкой, 15 мм, фанеры, обрезки которой нашлись в деревянном хламе (Фото 7…11).

Фото 7. Куски старой фанеры разметил, вырезал заготовки на торцевой маятниковой пиле, зачистил средней наждачной бумагой.

Фото 8. Основание для всей сборки – кусок такой же фанеры покрупнее. В одном из изоляторов сделал неглубокую канавку для одного из выводов трансформатора – надпилил края мелкозубой пилой, удалил внутреннюю часть паза стамеской, довел рашпилем.

Фото 9. Положение нижней пластины механизма поверх утопленной в канавку вывода-шины. Пластинки по бокам от основной – для выравнивания щели.

Фото 10. Часть стойки-изолятора с нижней пластиной. Вид снизу. Здесь появляется и крепеж – четыре длинных болтика М6.

Фото 11. Стойка-изолятор с гибкими пластинами, в сборе. Края пластин закруглил ювелирным лобзиком, тщательно обработал нержавейку некрупной наждачкой. Чтоб не блестело.
Подготовка выводов трансформатора – для надежности и малого переходного сопротивления, концы всех лент-составляющих шины спаяны в одну плоскую клемму (Фото 12…15).

Фото 12. Лужение концов каждой ленты.
Пристроил поудобнее тяжелый трансформатор, отогнул и при необходимости фиксировал, мягкой медной проволокой, ненужные выводы. Ленты по одной выравнивал на деревяшке и зачищал наждачкой. Лудил паяльником, ПОС-61 со спиртоканифольным флюсом. Каждую с обеих сторон.

Фото 13. Луженые концы лент выводов.

Фото 14. Отмывка остатков спиртоканифольного флюса в УЗ мойке. Трансформатор пришлось подвесить над ванной. Несколько получасовых циклов, потом еще несколько в свежем растворе .
Следующая операция – спаивание каждой группы лент в клемму. Пришлось применить огневой нагрев и специальный негорючий неорганический флюс. Канифольные флюсы для такой пайки решительно не годятся, они легко вспыхивают и засаживают место пайки. После этого не о каком растекании припоя не идет и речи – все разбирай и зачищай заново. Смазанные флюсом луженые концы лент собрал в группы, зафиксировал медной проволокой, подложил кирпичик. Нагрел горелкой и после растекания припоя, придавил сверху ровной березовой деревяшкой. После остывания отмыл остатки флюса в теплой воде (аналогично Фото 14), высушил. Ювелирным лобзиком обрезал наплывы припоя, разметил и выпилил отверстия для винтов прижима. Некрупным напильником и надфилем, а после наждачкой, выровнял поверхности клемм.

Фото 15. Спаянные концы лент.
Чтобы исключить затекание припоя по щелям между ними дальше и превращения выводов в жесткий монолит, на время пайки, за луженой областью разделил ленты полосками из бумаги.
Сборка узла проста – в стойку (Фото 11) установил трансформатор с подготовленными выводами (Фото 15), разметил, просверлил отверстия и закрепил его винтами М4 к подошве стойки. Клеммы с гибким пластинам закрепил самодельными латунными болтами М10 предварительно их доработав – укоротил и выровнял на точиле основание-шляпку, укоротил ювелирным лобзиком длину резьбовой части. Здесь, они не токопровод, но простой прижим. Латунь удачно сочетается (не гальваническая пара) с медью.

Фото 16. Простейший проволочный электрод из медной, диаметром 3,4 мм, жилы кабеля.

Фото 17. Крепление электродов.
Электроды могут быть как вертикальными, так и несколько выдающимися вперед, для сварки небольших замкнутых форм. Очевидно, лучшими, будут плоские электроды, каплеобразные, выпиленные тем же ювелирным лобзиком из массивной бронзовой пластины, толщиной, хотя бы 3…4 мм.
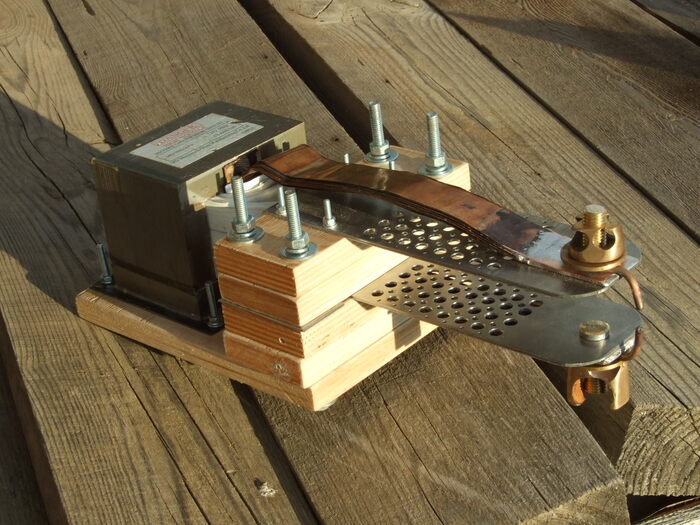
Фото 18. Модуль в сборе. Вид сверху.

Фото 19. Модуль в сборе. Вид с боку.
Что получилось.
Собранный модуль включил через контроллер аппарата контактной сварки для ходовых испытаний. Они показали отличные результаты – даже с простыми нетеплоемкими электродами из проволоки, на половине мощности без труда свариваются материалы ранее бывшие пределом возможностей. Медные нетолстые электроды, в отличие от ранних экспериментов, почти не прилипают. Это конечно заслуга не только уменьшенных потерь, но и усиленного трансформатора – намотка плоской шиной сэкономила «окно» на еще один дополнительный виток. В целом, конструкция получилась вполне удачной. К винтовым клеммам можно присоединить выносной сварочный клюв на кабеле, например, масштабированную версию имеющегося.
Babay Mazay, сентябрь, 2022 г.

Фото 1.
Редко когда бывает – чтобы вопиюще спроектированный прибор, отлично работал и чудо как хорошо вписывался в конструкции, правда, в несколько ином, чем планировалось, качестве. В самом деле, высоковольтный трансформатор от микроволновой печи - огромный ток холостого хода, людоедская индукция в вызывающе заваренном насмерть сердечнике… Зато удешевление производства и экономия материалов. Интересно, что как не старались конструкторы, в вышедших из строя печах этот трансформатор почти всегда цел – надо полагать, в конструкции есть элементы еще более ненадежные.
А вот для некрупной настольной точечной сварки – лучше его, не придумать - габаритная мощность до киловатта при очень скромных размерах и массе, да и добыть удается незадорого, а нередко и вовсе даром. Работает секунды – дрянные параметры не успевают показать себя во всей красе, опять же легко перематывать – витков немного, провод толстый, сердечник разшелушивать на пластинки а потом собирать не нужно. Два витка нетонкого провода уже будут неплохо работать. Однако, однако. Кабель круглого сечения и невеликое окно для сильноточной «вторички» оставляют маловато вариантов, больше нескольких витков солидного провода, даже с самодельной, во имя экономии места, изоляцией, не продернуть. Такому аппарату по зубам либо совсем мелочи, либо заготовки чуть помассивнее, но сварочный клюв и соединительные провода должны быть очень короткими и весьма нетонкими. В то время как некоторые некрупные операции удобно делать выносным «пинцетом», хотя бы на полуметровом кабеле с его потерями.
Традиционно, для сверхсильноточных обмоток применяют фольгу (нетолстый лист). Он сильно экономит «окно» оставляя мало пустот, удобно ложится при обычной намотке на вынутую из стального сердечника катушку, изолируется обычными «межслойными» средствами. В собранный сердечник такую обмотку продернуть куда как сложнее, но попробовать стоит – в имеющийся трансформатор влезет больше витков, а при изрядном соотношении витков / Вольт, любой лишний оборот – большое дело.
Мой исходный сварочный трансформатор-заготовка намотан самодельным кабелем около 20 (?) мм2. 2 витка, короткие и жесткие выводы (Фото 2).

Фото 2. Исходный сварочный трансформатор. 2 витка – около 1.7 В, при огромном токе.
Любое промежуточное соединение и потери на нем критически уменьшают и без того невысокое напряжение, а для короткого клюва выводы слишком жесткие – по жилам заполз припой.
Что понадобилось для работы.
Набор некрупного слесарного инструмента, материалы, см.ниже, разметочный инструмент, длинная линейка, строительный фен, мелочи.
К делу.
Старую вторичную обмотку по возможности аккуратно демонтировал – распаял самодельные клеммы и наконечники горелкой, собрал припой, удалил провод (Фото 3).

Фото 3. Первозданный вид, почти что «жемчужина, понимаешь, несверленная».
Обмерил сердечник и определил высоту (ширину) ленты с учетом изоляции. Увы, слишком сильно рассчитывать на плотную укладку не приходится – жесткий кабель, складки изоляции. Попытаемся по возможности свести их к минимуму, рассчитать максимальную длину заготовки провода и намотать сколько влезет. Исходный трансформатор (Фото 2) неплохо работал с коротенькими эрзац-электродами из 3,3 мм медной жилы. Любое увеличение сечения или количества витков «вторички» ощутимо улучшит его свойства.
Моя заготовка для самодельного провода-шины – небольшой рулон медной отожженной фольги, доставшейся по случаю (Фото 4).

Фото 4. Медная фольга 0,2 мм. Слегка помятая, судя по мягкости и пятнам окиси – отожженная.
По магнитопроводу определил максимальную вероятную длину шины, накинул запас для некоротких выводов. Местами мятую фольгу, по возможности, выровнял, расстелив на ровной поверхности и с усилием прошелся по ней гладким цилиндром – литровой стеклянной банкой (Фото 5).

Фото 5. Выравнивание медной заготовки-фольги.

Фото 6. Выровненный рулон развернул, разметил и отрезал нужный кусок.
Освободил в мастерской большой стол, отрезанный кусок-заготовка в аккурат на нем помещался, что сильно упростило работу. Распустил заготовку на ленточки – каждую размечал, отчерчивал очередную границу под длинную линейку – алюминиевую квадратную трубу. Использовал слесарную чертилку. На темной меди процарапанный светлый след виден очень хорошо. Резал фольгу обычными, старыми портновскими ножницами. Тяжеловато, но получается несколько точнее, чем специальными по металлу. Спешить мне было некуда, растянул удовольствие на несколько дней. После резки край имеет небольшой заусенец на обоих частях. Выравнивал его, насколько возможно, той же банкой.

Фото 7. Нарезанные из медной фольги ленточки – заготовки шины. 10 штук х 24 мм х 0,2 мм = 48 мм2.
На самом деле получилось еще несколько больше – значения округлял в меньшую сторону. То есть – «не менее» 48 мм2.
Суперзадача – изолировать витки шины друг от друга. Увы, обычные намоточные приемы, вроде киперной ленты или бумажных полос с бахромой здесь не годятся и придется заранее изолировать весь намоточный провод. Здесь, применил термотрубку подходящего диаметра (Фото 8). Кроме прочего, она неплохо скользит даже без дополнительной смазки, что полезно при плотной намотке-продевании.

Фото 8. Изоляция самодельной шины термотрубкой.
Сложив стопку лент, скрепил их в нескольких местах прищепками, примял острые торчащие углы на торце шины и в несколько приемов натянул термотрубку. Строительным феном с широким наконечником последовательно усадил термотрубку на меди. Левой рукой в нетонкой матерчатой перчатке, при необходимости выравнивал стопку лент по ширине, приминал волны.
Намотка изолированной шиной по ширине окна особенностей не имеет, за исключением, разве что, первого вывода. Разумеется, нужно правильно определить и выполнить направление намотки, совпадающее с таковым, у обмотки первичной. Контрольной, может быть пробная намотка из нескольких витков любого изолированного провода (Фото 9).

Фото 9. Пробная намотка для контроля правильности направления намотки.
Выполнена куском двухжильного сетевого шнура. После подачи на сетевую обмотку стандартных ~220В на пробной обмотке должно появиться соответствующее виткам (примерно помноженное на 0,8) переменное же, напряжение.

Фото 10. Вывод начала вторичной обмотки. Шина изогнута под углом 90 градусов, вверх. Вид спереди.
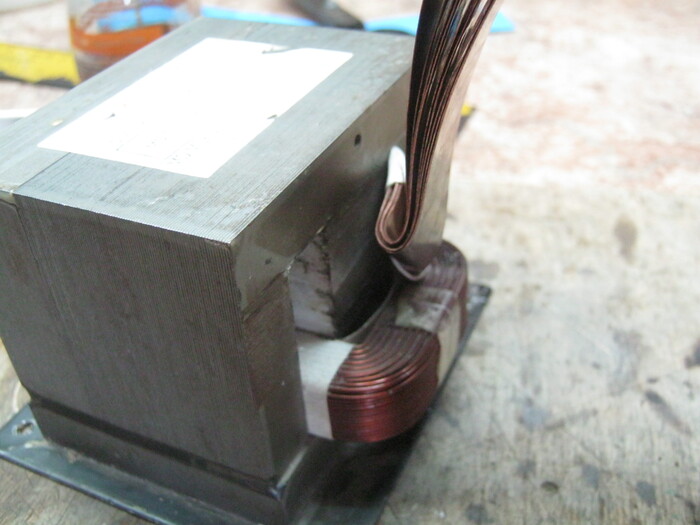
Фото 11. Вывод начала вторичной обмотки. Вид сбоку. Сформованный руками, затем его аккуратно сплющил киянкой и изолировал от стали и сетевой обмотки.
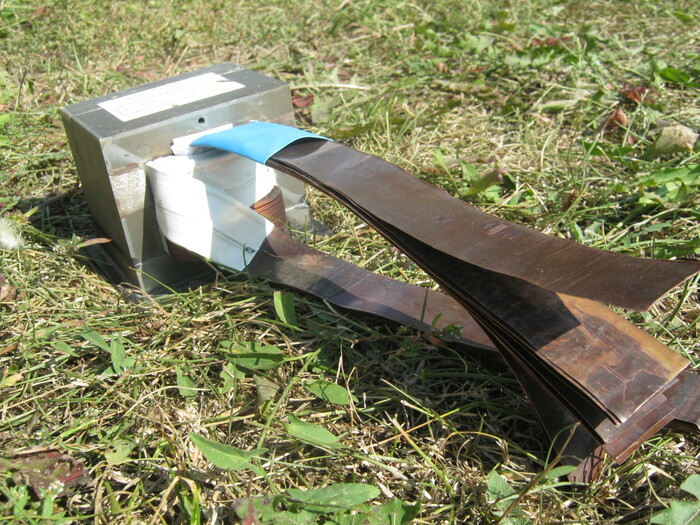
Фото 12. Готовый перемотанный трансформатор для контактной сварки.
Увы, в действительности, витков влезло меньше ожидаемого из-за трудноустранимых образующихся при намотке складок на самой ленте и изоляции. Тем не менее, получилось три витка сечением 48 мм2, с длинными мягкими выводами. При сетевом напряжении ~220В они дают чуть больше ~2,5 В. На такую обмотку с выводами около 20 см, ушло 1.2 метра самодельной шины.
Babay Mazay, август, 2022 г.

Фото 1. Внешний вид блока.
Точечная сварка в домашней лаборатории-мастерской – полезный аппарат расширяющий возможности. Опуская основное, популярное ныне, его применение – сборку и ремонт аккумуляторных батарей, точечная сварка удобна при изготовлении вещиц из нетолстых листовых материалов, например, кровельной 0,45…0,5 мм толщиной оцинкованной стали. Это элементы корпусов для некрупных приборов, кожухи и прочее подобное. Точечная сварка используется для приваривания выводов к часовым элементам питания для применения в высококачественных ламповых усилителях ЗЧ (смещение). Наконец, без точечной сварки не обойтись в электровакуумном деле.
Что потребовалось для изготовления.
Кроме элементов и материалов - набор простых столярных и некрупных слесарных инструментов, набор для электромонтажа, ЛКМ, крепеж, мелочи.
Проектирование.
Самый толстый предполагаемый материал для сварки – сталь 0,5 мм толщиной, самый тонкий – на порядок меньше, т. е. требуется значительный диапазон регулировки и точная выдержка. Здесь, применил готовый фабричный контроллер китайского производства (Фото 2).
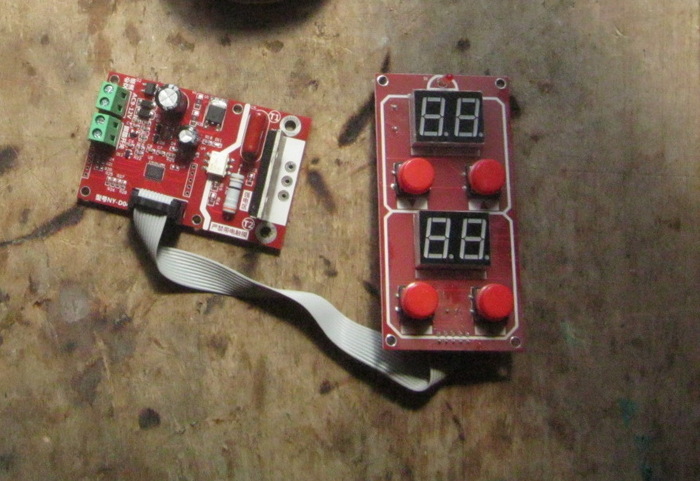
Фото 2. Контроллер точечной сварки. Умеет регулировать и отображать сразу два параметра – время сварки (миллисекунды? 1…99) и сварочный ток (в процентах от основного – 30…99 %).
Регулирование кнопочное, индикаторы светодиодные семисегментные. Питание модуля переменным током 9…12 В от небольшого вспомогательного трансформатора. Запуск при замыкании контактов на колодке (кнопка, педаль). Отключаемая звуковая сигнализация.
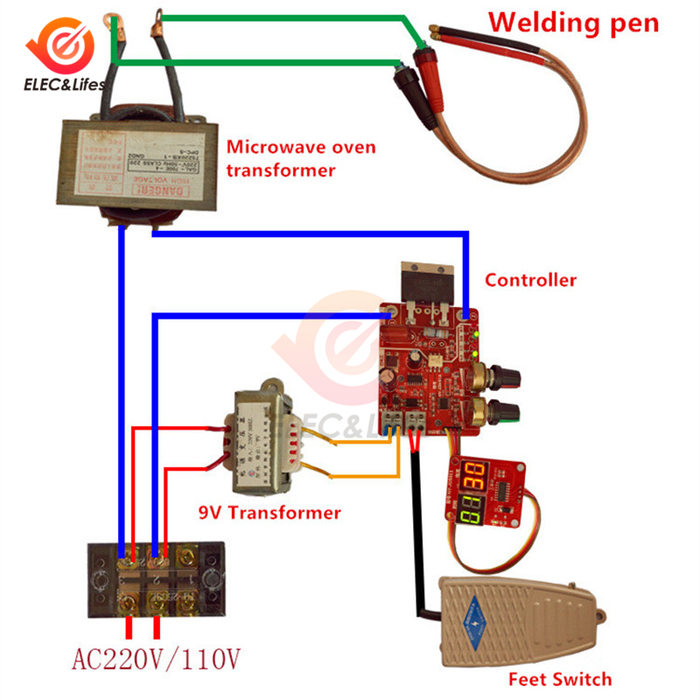
Рис. 3. Схема включения аналогичного модуля. Взято из интернета.
Сварочный трансформатор. Сердце прибора и его возможности. К с частью, в связи с распространением аккумуляторной электротяги в разного рода подвижных механизмах, накоплен большой опыт использования перемотанного высоковольтного трансформатора от микроволновой печи. Кажется, это его лучшее применение, даже по сравнению с исходным – завышенный ток покоя и весьма скромные для заявленной мощности габариты, делают его длительное включение расточительным и опасным. Другое дело точечная сварка – относительно дешевый, а иногда и бесплатный, трансформатор. Мощный, компактный, легко переделываемый. А что до перегрева и перерасхода, так здесь он будет работать секунды.
К делу.
Дополнительные панели для установочных элементов сделал из нетолстого листового текстолита. Такой прием позволяет с удобством использовать для стенок корпуса материал значительной толщины (дерево, фанера).
Первое – нетолстым (1,5 мм) сверлом. Для точности. Дальше, рассверливание нужным диаметром. Сверлильной станок, средние обороты, предварительное накернивание центров отверстий на стальной плите.

Фото 4. Точное и нетравматичное выпиливание внутренних контуров – лобзиком по дереву. Подставка «ласточкин хвост», струбцина.

Фото 5. Подгонка деталей составной панели. Надфили, напильники с некрупной насечкой. При отсутствии нужного – наждачка накрученная на подходящий стержень.
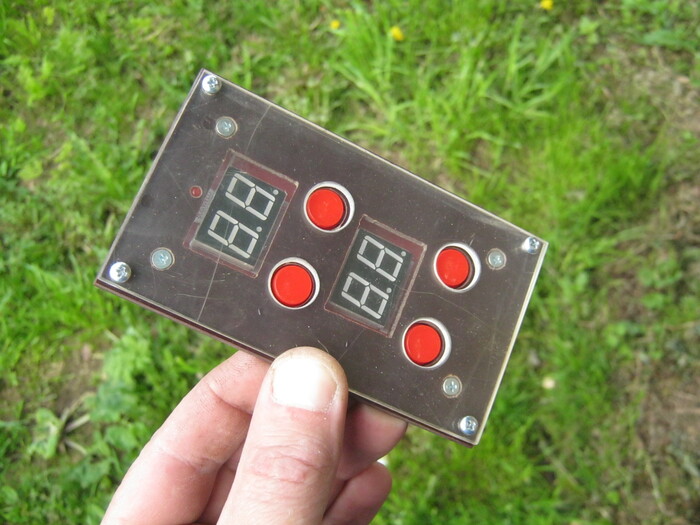
Фото 6. Самая сложная панель, для модуля управления. Под прозрачной будет декоративный бумажный слой с пояснительными надписями.
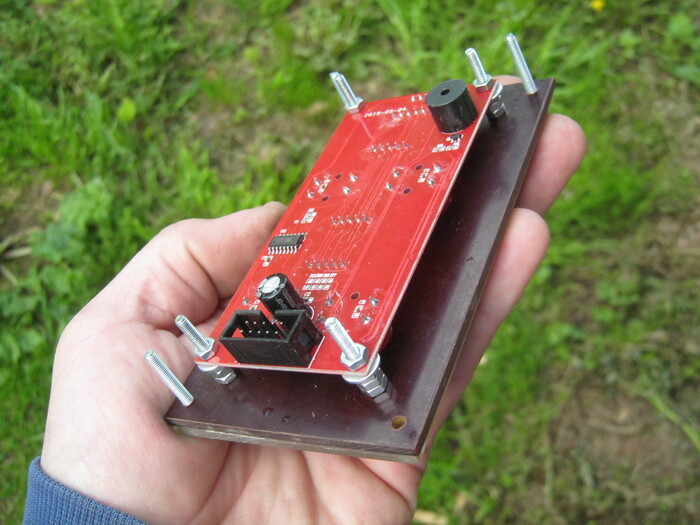
Фото 7. Панель управления в сборе. Вид сзади. Сам модуль установлен на живую нитку – не хватает шайб и стопоров.

Фото 8. Панель управления на передней стенке корпуса. Вид сзади. Примерка.
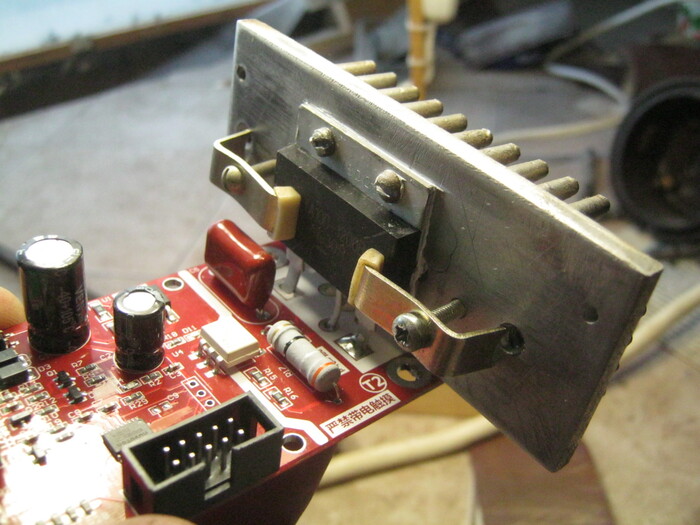
Фото 9. Симистор модуля управления снабдил небольшим игольчатым радиатором.
Просверлил радиатор, нарезал резьбу. Прикрутил прибор за фланец, корпус дополнительно прижал парой нашедшихся кронштейнов. Под металлическую спину симистора плюхнул немного КТП-8.
Сварочный трансформатор - на основе высоковольтного от микроволновой печи. Доработан и имеет самодельную вторичную обмотку 20 (?) мм2. 2 витка.

Фото 10. Винтовые клеммы для сварочного трансформатора самодельные.

Фото 11. Вентиляционные сетки на боковых сторонах коробки и решетки-панели для установки вентиляторов сделал из нетолстого листового алюминия – остатков старой кровли.
Лист отрихтовал, разметил, вырезал заготовки ножницами по металлу. Жесткой щеткой с мылом и водой отмыл и высушил заготовки.
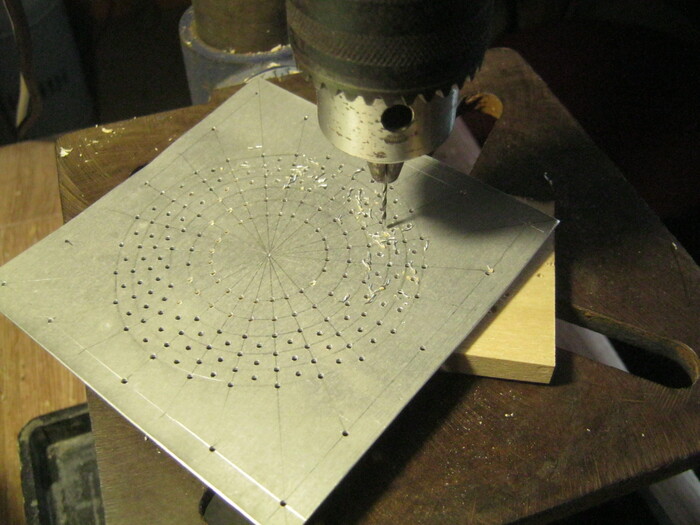
Фото 12. Разметил, накернил центры отверстий на стальной плите, просверлил нетолстым сверлом на станке.
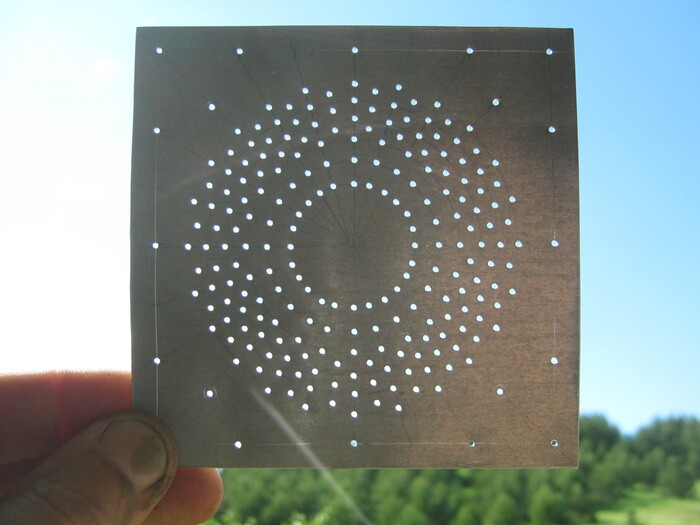
Фото 13. Заготовка сетки-панели для установки вентилятора.

Фото 14. - Это не Земля, и не Африка, родной. Это планета Плюк 215 в тентуре. Галактика Кин-дза-дза в спирали. Ясно? - Привет, приехали! - Надень колокольчик, родной.

Фото 15. Вентилятор в сборе с панелью. Вид сзади. К деревянной стенке крепится мелкими гвоздиками по периметру.
Корпус прибора. Скомпоновал элементы аппарата и вычертил в КАДе. Из 10 мм фанеры нарезал заготовки стенок. Дно сделал из двух склеенных слоев такой фанеры. Собирал на столярный ПВА и некрупные гвоздики.

Фото 16. Несколько искривленные заготовки вынудили повозиться при сборке. Сначала скрепил боковые стенки, после высыхания клея разметил, выпилил из заготовки и установил дно.

Фото 17. Собранный ящик.

Фото 18. Вместе с вырезанной из ДВП крышкой корпус погрунтовал чуть сильнее разбавленной ПФ-115, а после высыхания покрасил в два слоя.
После грунтовки некрупной затертой наждачкой пригладил встопорщившиеся волокна.

Фото 19. До нежной электрики-электроники установил все панели крепящиеся гвоздиками.
Недлинные, откусывал им половину оставляя шляпку с хвостиком около 5 мм. Забивал небольшим молоточком поддерживая изнутри деревяшку тяжелым обрезком крупного швеллера.
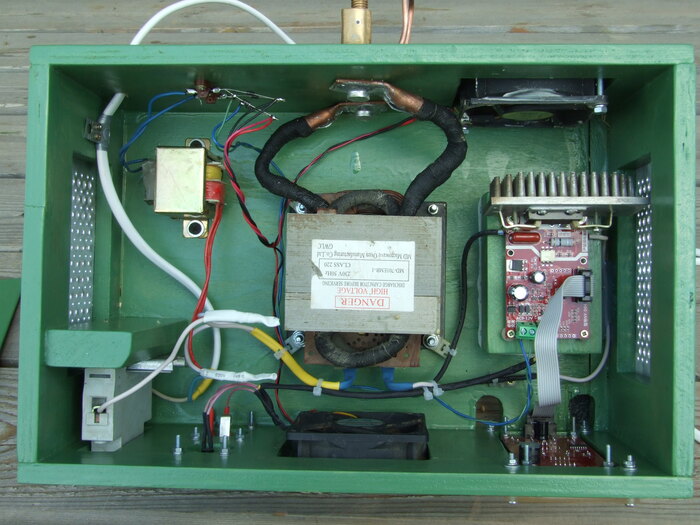
Фото 20. Фото на готовый монтаж.
Два вентилятора обдувают сварочный трансформатор и радиатор силового ключа-симистора. Каждый свое. Вентиляторы запитаны постоянным напряжением 9 В. Через диодный мост от маломощного вспомогательного трансформатора. Контроллер имеет свой собственный бортовой выпрямитель-стабилизатор и питается переменными 9 В. Автоматический выключатель установил на обрезке стандартной DIN-рейки привинченной парой саморезов к нарочитому брусочку. Остальное очевидно.

Фото 21. Вид на дно собранного прибора.
Сварочный трансформатор закреплен винтами М4 с усиленными шайбами. Полоски резины приклеил "Моментом" – хорошие нескользящие ножки, опять же – «потай» для головок винтов.
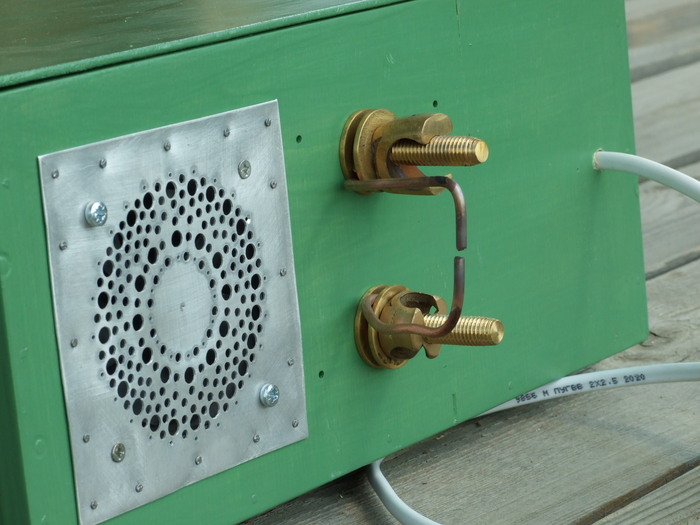
Фото 22. Пробные электроды.
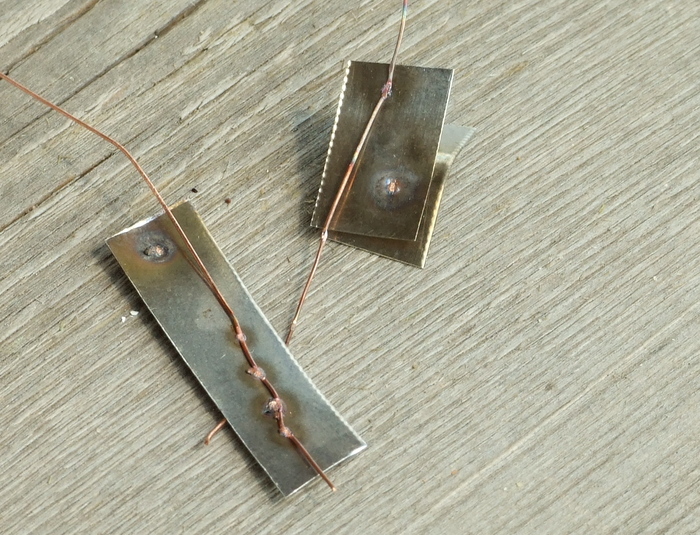
Фото 23. Сваренные образцы – нетолстый (~0,15 мм) лист нержавеющей стали, медная ~0,2 мм проволока.
Значения обоих параметров средние, есть куда и уменьшать и увеличивать. Регулирование четкое и удобное, подбирать режим легко.
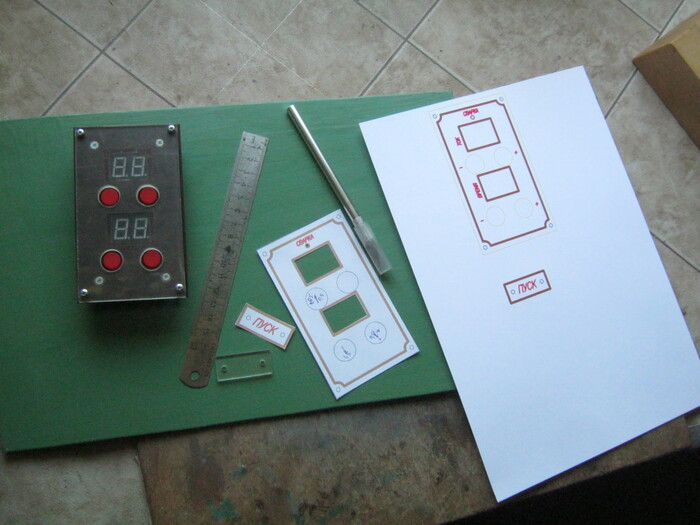
Фото 24. Декоративные панели-накладки в несколько приближений вычертил в КАДе-распечатал на бумаге.
Окончательный вариант распечатал на плотной фотобумаге. Вырезал скальпелем. Для маскировки неработающих сегментов индикатора, прямо на него наклеил слой бумажного малярного скотча.

Фото 25. Блок питания-управления для точечной сварки.
В сборе, блок планируется как столик-подставка для нахлобученного сверху некрупного рычажного прижима (электродов). Отсюда незакрепленная верхняя крышка – придавится, и клеммы сзади.
Сварочные электроды должны быть массивными и из меди или сплавов – мои проволочные эрзацы, даже такие короткие, на высоких токах и выдержках раскаляются докрасна.
Отключение сопутствующего всяким манипуляциям звукового «БИП!» в контроллере – одновременное нажатие пары нижних кнопок. Включение – верхних.
Дальнейшая модернизация прибора - перемотка силового трансформатора шиной из фольги для работы в удобном и компактном "местном" сварочном прижиме и вживление его в ящик аппарата.
Babay Mazay, июль, 2022 г.





