
0 просмотренных постов скрыто



Форма зубчатых колес (эвольвента)
В видео объясняется почему у большинства зубчатых колес используется эвольвентный профиль. Видео было неполным, но базовый объем информации тут есть.
Прямая ссылка, как обычно: https://vkvideo.ru/video-234367605_456239055
Перевел и озвучил я. Буду благодарен за лайки если Вам понравилось. :)
Показать полностью

4 stainless steels in 1 shot
Holder : TID160F20-5 Head : DMM160 AH9130
Cutting Condition
Vc = 60 m/min
fz = 0.15 mm/rev
f = 179 mm/min
ap = 70 mm
n = 1194 min⁻¹
Material : Stainless steel (Stacked plates)
1.Martensitic stainless : SUS420J2 / X30Cr13 (420)
2.Duplex stainless : SUS329J3L / X2CrNiMoN22-5-3 (2205)
3.Austenitic stainless : SUS304 / X5CrNi18-10 (304)
4.PH stainless : SUS630 / X5CrNiCuNb16-4 (630)
Показать полностью

Борьба за энергоэффективность лазерной резки в ЕС или "Можно, а зачем?"
Привет, Пикабу.
Если включить отечественные центральные ТВ каналы, то часто возникает ощущение, что экономика в ЕС летит в тартарары, и вообще как они там выживают с их-то проблемами (не настаиваю на однозначности этих ощущений, может у вас не так). В тоже самое время я периодически мониторю буржуйские источники на тему промышленного оборудования и лазерной резке, это моя работа, да и просто интересно.
Заметно, что в ЕС обсуждается не только в духе “кто быстрее режет” и “какая кромка чище”, но и в духе “сколько это ест” и “как это проходит по экологическим требованиям”. По анализу рынка это тоже видно: пишут, что в Европе сегмент растёт примерно на 4,5–6,5% в год до 2030 (если кому интересно, то исследование “The European Laser Cutting Machine Market: A 2026 Analysis”, ссылаются на отраслевые отчеты с лазерной резкой с анализом совокупный годовой темп роста (CAGR)), и толкают его не только производство и новые заказы, но и давление по энергоэффективности и “зелёной” повестке.
Вот не знаю даже, насколько тема с зеленой повесткой ещё живая, её, вроде, много критикуют сейчас. Да и Грета Тумберг куда-то делась (кстати, кто в курсе как она поживает? В прошлый раз её в интернетах на лодке показывали).
Но если посмотреть динамику и структуру производства электроэнергии в Германии, то она впечатляет, по крайней мере меня впечатлила. Смотрите какие сильные изменения:
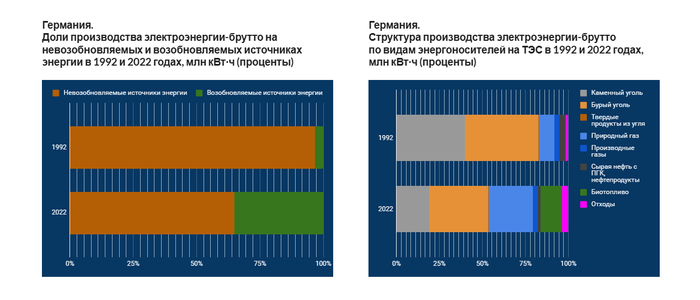
Энергетический профиль Германии, данные с сайта eeseaec.org
Одновременно с этим сильный рост на энергоносители:

Энергетический профиль Германии, данные с сайта eeseaec.org
Одновременно с этим, если почитать буржуйские материалы, то получается, что раньше при выборе оборудования или подрядчика смотрели на сроки, цену и качество. Сейчас к этим трём пунктам в Европе почти всегда добавляется четвёртый: насколько процесс “чистый” и предсказуемый по потреблению энергии, отходам и учёту. Это про то, что заказчики и проверяющие любят цифры и документы, а у предприятий давно нет желания объяснять лишний раз, почему расход энергии прыгает, а отходов получается больше, чем планировали. Лично я плохо себе представляю, чтобы в России кто-то этим заморачивался: проверять сколько обрезков у подрядчика на склад ушло. Интересуют только сроки, цена, качество.
Но по итогу самое простое объяснение этому выглядит так. Энергия в Европе дорогая, требования по эффективности и отчётности жёстче, чем раньше, а конкуренция в металлообработке никуда не делась. Поэтому выигрывает тот, кто умеет стабильно выпускать деталь и при этом не сжигать деньги в розетке и в отходах.
По форумам если полазить, то вопрос с энергоэффективностью активно обсуждается:

пример обсуждения энергоэффективности на немецкий форумах по лазерной резке и ЧПУ
Справедливости ради можно сказать, что любой нормальный человек считает свои расходы — что в Германии, что в России. Другое дело, что, по моему мнению, сейчас этому стали уделять больше внимания.
Из-за этого по цехам меняется логика принятия решений. Уже не так важно, чтобы станок был просто мощный. Важно, чтобы он был предсказуемый по затратам. Отсюда тяга к автоматизации вокруг станка, к софту, который лучше раскладывает детали на листе, к контролю процесса и к оборудованию, которое проще держать в стабильном режиме.
Даже боюсь представить, что будет по мере развития автоматизации и управления с помощью ИИ (мы же доживем до этого момента, да?). В связи с зеленой повесткой в Европе сейчас часто спрашивают или требуют в реальной жизни, когда речь идёт про производство или выбор подрядчика:
сколько энергии уходит на смену и как это контролируется;
как организованы вытяжка и фильтрация, что с пылью и дымом;
насколько экономно используется лист, сколько уходит в обрезь;
есть ли нормальный учёт и прослеживаемость статистики.
И вот тут как раз хорошо видно, почему волоконные станки так уверенно забирают “листовую” работу в ЕС. Они чаще дают более понятную экономику по энергии и обслуживанию, проще вписываются в поток, где важны стабильные серии и минимальные простои. Это не значит, что старые технологии исчезли. Просто в европейских условиях всё больше решает не просто процесс производства, а бухгалтерия плюс требования по эффективности.
В итоге получается интересная штука. Лазерная резка вроде бы та же самая, металл тот же, детали те же, а правила игры меняются. На фоне торговой войны КНР и ЕС за автомобильный рынок (понятное дело, максимально задействована здесь лазерная резка металла) этот процесс усугубляется. Когда предприятие живет в среде, где любой лишний киловатт и лишний отход становятся заметными, рынок сам начинает толкать производство в сторону более экономичных и более автоматизированных решений.
Судя по росту тарифов на электроэнергию в РФ, нам тоже предстоит эта большая работа. Издержки растут, Китай с их низкой себестоимостью электроэнергии и материала давит на рынок. Как по мне, никакое повышение утильсбора на машины нам не помогут (если говорить про лазерную резку металла в автомобилестроении). Получается, что вопрос лишь в том, как нам выбрать или внедрить наиболее экономичные и лучшие автоматизированные методы работы. Если есть идеи, делитесь.
п.с. Конечно, в РФ есть такие персонажи которые скажут “Можно, а зачем?”, но не все же такие, тот кто работает в рынке и зависит от рынка, не может так сказать, приходится искать способы по более оптимальным решениям.
Показать полностью
3
Лазерный станок CO2 не режет, а нервно курит в сторонке: топ-8 косяков оператора ЧПУ, которые гробят оборудование
Привет, Пикабу! Это мой первый пост в качестве специалиста в лазерной резке и я, хотя специализируюсь на лазерной резке металла, решил начать с общих ошибок операторов ЧПУ станков по лазерной резке. Приятного прочтения.
Мой личный опыт в лазерной резке станками CO2 8 лет, по моим наблюдениям около 80%-90% всех поломок и кривых резов это не «бракованная железяка», а классические грабли, на которые наступают и новички, и иногда бывалые. По сути, это типичные основные ошибки. Но перед тем как разбирать ошибки операторов и специально для любителей залипательных видео я приложу моё видео по лазерной сварке, хоть и не ЧПУ, но тоже красиво :)
А теперь давайте разберем эти вечные ляпы, чтобы ваша машинка жила долго и счастливо, а вы не тратили деньги на новые трубки и линзы. Поехали, но без скучного, обещаю.
1. Безопасность? А, ну да, про это же...
Всё начинается с банального. Работа на лазерном станке с открытой крышкой «чтобы лучше видеть» это как смотреть прямо на сварку. Луч невидимый, а сетчатку спалить можно запросто. Но главный враг — не лазер, а то, что вы в него суёте.
Классика жанра: ПВХ, тефлон, резина потолще. Резать их — не просто «нельзя». Это значит запустить в цех химическую атаку. Хлористый водород из того же пластика за пару часов проест всё, что можно, включая дорогущую оптику и направляющие. И да, ваши лёгкие тоже скажут «спасибо». Вытяжка и заземление — не для галочки, а чтобы вы и станок остались живы-здоровы. Правильная эксплуатация лазерного оборудования начинается именно с этого.
2. Оптика сбилась, или «Почему мой лазерный резак для фанеры выдаёт кривой шов»
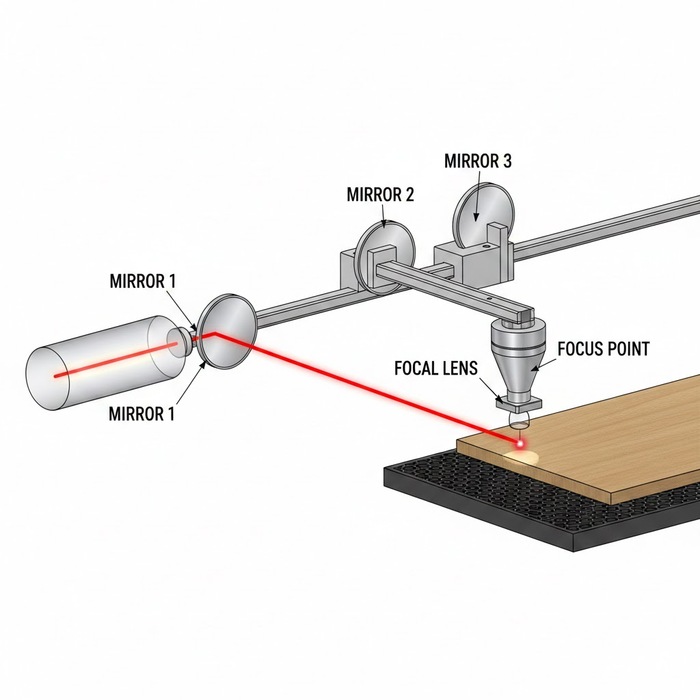
Картинка не моя. Но полезная.
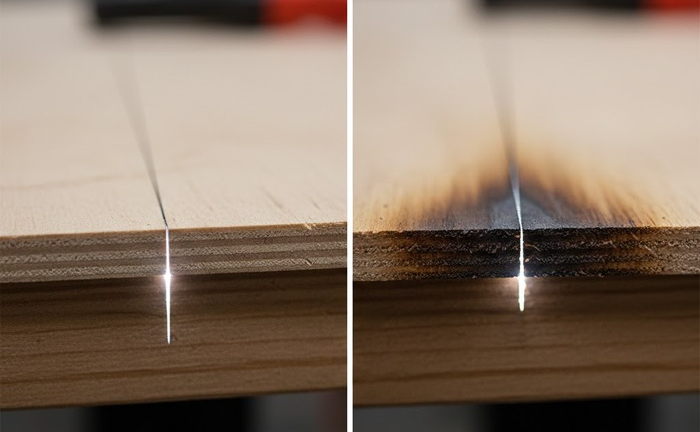
Лазер это, по сути, свет. А свет любит точность. Если юстировка зеркал хромает, луч начинает тыкаться как пьяный в тёмной комнате, теряет мощь и греет всё, кроме нужного места. Результат — обугленные края и кривые линии.
А ещё есть фокусное расстояние. Многие думают: «Ну +/- пару миллиметров, чё такого». Всё! Фокус это святое. Не попал, вместо тонкого, как лезвие, реза получаешь широкую обожжённую канаву. Настройка лазерного станка по шаблону (он в комплекте обычно валяется) — 5 минут дела, а экономия нервов и материалов — колоссальная.
3. Охлаждение: ведро с водой vs. суровый чиллер
Сердце станка — стеклянная лазерная трубка. Она, как спортсмен на марафоне, греется. И её надо грамотно охлаждать. Ведро с водой — это для теста на 10 минут, не больше. Вода греется, эффективность падает, а внутри трубки начинается деградация газа и микротрещины. Короче, пиши пропало.
Решение — чиллер (типа CW 5000). Он основа надежной системы охлаждения. Он не просто гоняет воду, а держит стабильную температуру (до 25°C — идеал). И датчик потока в нём штука полезная: если насос сдох, он лазер отключит и спасёт трубку от мгновенного суицида.
4. «Да зачем мне этот шумный компрессор?!» — сказал оператор и купил новую линзу.
Очень частая ошибка оператора ЧПУ. Воздух от компрессора не просто «пыль сдувать». Он:
Выдувает из зоны реза продукты горения (чтоб не горело и рез был чистым).
Создаёт давление в сопле, не давая копоти и продуктам резки осесть на линзе.
Линза в нагаре это как солнцезащитные очки в грязи. Она греется, трескается и требует дорогой замены. Вывод: без обдува не работать. Точка.
5. Механика: «Ой, а что это у меня круги овальные?»
Управление лазерным ЧПУ это ещё и про механику. Если ремни ослабли — будет люфт и овалы вместо кругов. Если перетянуты — моторы будут надрываться и «ронять» шаги на скорости.
Простой тест: выключите моторы и попробуйте рукой подвинуть каретку. Ход должен быть плавным, без заеданий. И да, проверьте, как закреплена линза в держателе. Если болтается о чёткой гравировке можно забыть.
6. Файлы: «Дизайнер накосячил» — любимая отмазка оператора
А часто косяк в подготовке. Дублирующиеся контуры (станок режет два раза по одному месту), неправильный порядок резки... Классика: если сначала вырезать внешний контур детали, а потом пытаться гравировать внутри, эта деталь может сдвинуться или вовсе выпасть. Всё пойдёт крахом.
Правило простое: Сначала гравировка внутри, потом резка внутренних отверстий, и только в самом конце внешний контур. И проверяйте файлы на дубли линий.
7. «Мощность на полную!» — девиз тех, кто любит покупать трубки
Выкручивать ручку тока на 100% и так работать постоянно это убить трубку в 3-4 раза быстрее. Ей же тоже тяжело! Оптимально до 80% от максимума. И ещё один секрет: настройка мощности на углах. Когда станок замедляется в повороте, тепло накапливается и уголки получаются пережжёнными. Выставляйте в софте чуть меньшую мощность для углов, и они будут идеальными. Грамотное управление лазерным ЧПУ требует таких тонких настроек.
8. Резюме, или Краткий чек-лист для неленивых
Чтобы не было мучительно больно за потраченные деньги и время, регулярно делайте техническое обслуживание и следите за базой:
Не режь запрещёнку (ПВХ и т.д.).
Следи за юстировкой зеркал и фокусным расстоянием.
Охлаждай лазерную трубку чиллером, а не ведром.
Гони воздух компрессором, чтобы удалять продукты горения и беречь линзу.
Проверяй механику (ремни, люфты).
Готовь файлы умно (без дублей, правильный порядок).
Не мучай трубку максимальной мощностью, настрой углы.
Вот такие пироги. Всё это не высшая математика, а простая дисциплина и понимание, как работает твой инструмент. Удели ему время — и он отплатит тебе идеальными деталями и долгими годами службы.
А какие косяки с лазерным станком были у вас? Делитесь в комментах, обсудим! Всем ровных резов и целых трубок!
Показать полностью
2


Изготовление яйца на станке с ЧПУ
Показать полностью


Котенок
видео "@demant_made" Alexey Dmitriev