
0 просмотренных постов скрыто

Лазерный станок CO2 не режет, а нервно курит в сторонке: топ-8 косяков оператора ЧПУ, которые гробят оборудование
Привет, Пикабу! Это мой первый пост в качестве специалиста в лазерной резке и я, хотя специализируюсь на лазерной резке металла, решил начать с общих ошибок операторов ЧПУ станков по лазерной резке. Приятного прочтения.
Мой личный опыт в лазерной резке станками CO2 8 лет, по моим наблюдениям около 80%-90% всех поломок и кривых резов это не «бракованная железяка», а классические грабли, на которые наступают и новички, и иногда бывалые. По сути, это типичные основные ошибки. Но перед тем как разбирать ошибки операторов и специально для любителей залипательных видео я приложу моё видео по лазерной сварке, хоть и не ЧПУ, но тоже красиво :)
А теперь давайте разберем эти вечные ляпы, чтобы ваша машинка жила долго и счастливо, а вы не тратили деньги на новые трубки и линзы. Поехали, но без скучного, обещаю.
1. Безопасность? А, ну да, про это же...
Всё начинается с банального. Работа на лазерном станке с открытой крышкой «чтобы лучше видеть» это как смотреть прямо на сварку. Луч невидимый, а сетчатку спалить можно запросто. Но главный враг — не лазер, а то, что вы в него суёте.
Классика жанра: ПВХ, тефлон, резина потолще. Резать их — не просто «нельзя». Это значит запустить в цех химическую атаку. Хлористый водород из того же пластика за пару часов проест всё, что можно, включая дорогущую оптику и направляющие. И да, ваши лёгкие тоже скажут «спасибо». Вытяжка и заземление — не для галочки, а чтобы вы и станок остались живы-здоровы. Правильная эксплуатация лазерного оборудования начинается именно с этого.
2. Оптика сбилась, или «Почему мой лазерный резак для фанеры выдаёт кривой шов»
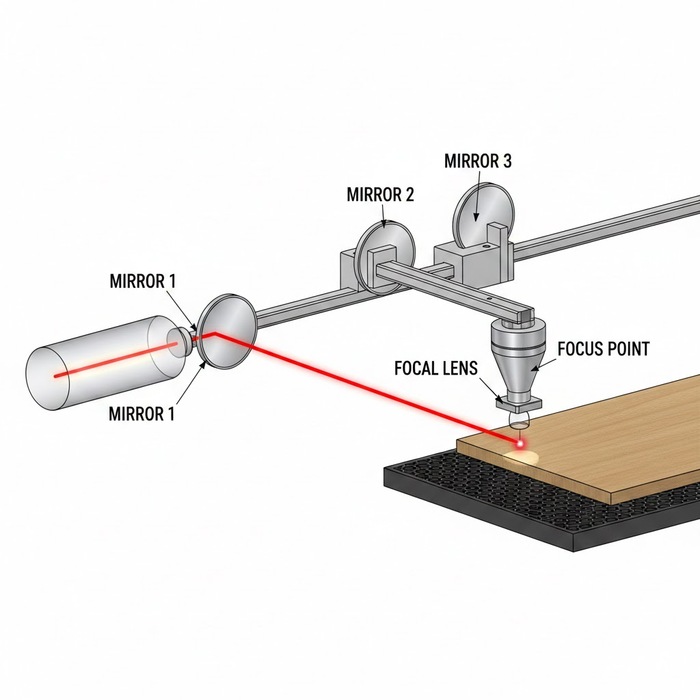
Картинка не моя. Но полезная.
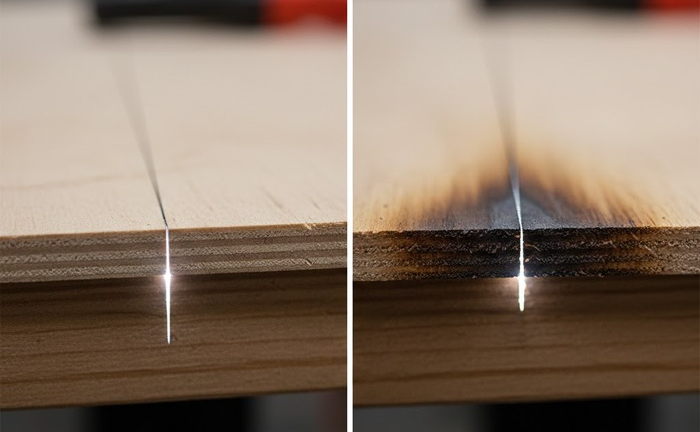
Лазер это, по сути, свет. А свет любит точность. Если юстировка зеркал хромает, луч начинает тыкаться как пьяный в тёмной комнате, теряет мощь и греет всё, кроме нужного места. Результат — обугленные края и кривые линии.
А ещё есть фокусное расстояние. Многие думают: «Ну +/- пару миллиметров, чё такого». Всё! Фокус это святое. Не попал, вместо тонкого, как лезвие, реза получаешь широкую обожжённую канаву. Настройка лазерного станка по шаблону (он в комплекте обычно валяется) — 5 минут дела, а экономия нервов и материалов — колоссальная.
3. Охлаждение: ведро с водой vs. суровый чиллер
Сердце станка — стеклянная лазерная трубка. Она, как спортсмен на марафоне, греется. И её надо грамотно охлаждать. Ведро с водой — это для теста на 10 минут, не больше. Вода греется, эффективность падает, а внутри трубки начинается деградация газа и микротрещины. Короче, пиши пропало.
Решение — чиллер (типа CW 5000). Он основа надежной системы охлаждения. Он не просто гоняет воду, а держит стабильную температуру (до 25°C — идеал). И датчик потока в нём штука полезная: если насос сдох, он лазер отключит и спасёт трубку от мгновенного суицида.
4. «Да зачем мне этот шумный компрессор?!» — сказал оператор и купил новую линзу.
Очень частая ошибка оператора ЧПУ. Воздух от компрессора не просто «пыль сдувать». Он:
Выдувает из зоны реза продукты горения (чтоб не горело и рез был чистым).
Создаёт давление в сопле, не давая копоти и продуктам резки осесть на линзе.
Линза в нагаре это как солнцезащитные очки в грязи. Она греется, трескается и требует дорогой замены. Вывод: без обдува не работать. Точка.
5. Механика: «Ой, а что это у меня круги овальные?»
Управление лазерным ЧПУ это ещё и про механику. Если ремни ослабли — будет люфт и овалы вместо кругов. Если перетянуты — моторы будут надрываться и «ронять» шаги на скорости.
Простой тест: выключите моторы и попробуйте рукой подвинуть каретку. Ход должен быть плавным, без заеданий. И да, проверьте, как закреплена линза в держателе. Если болтается о чёткой гравировке можно забыть.
6. Файлы: «Дизайнер накосячил» — любимая отмазка оператора
А часто косяк в подготовке. Дублирующиеся контуры (станок режет два раза по одному месту), неправильный порядок резки... Классика: если сначала вырезать внешний контур детали, а потом пытаться гравировать внутри, эта деталь может сдвинуться или вовсе выпасть. Всё пойдёт крахом.
Правило простое: Сначала гравировка внутри, потом резка внутренних отверстий, и только в самом конце внешний контур. И проверяйте файлы на дубли линий.
7. «Мощность на полную!» — девиз тех, кто любит покупать трубки
Выкручивать ручку тока на 100% и так работать постоянно это убить трубку в 3-4 раза быстрее. Ей же тоже тяжело! Оптимально до 80% от максимума. И ещё один секрет: настройка мощности на углах. Когда станок замедляется в повороте, тепло накапливается и уголки получаются пережжёнными. Выставляйте в софте чуть меньшую мощность для углов, и они будут идеальными. Грамотное управление лазерным ЧПУ требует таких тонких настроек.
8. Резюме, или Краткий чек-лист для неленивых
Чтобы не было мучительно больно за потраченные деньги и время, регулярно делайте техническое обслуживание и следите за базой:
Не режь запрещёнку (ПВХ и т.д.).
Следи за юстировкой зеркал и фокусным расстоянием.
Охлаждай лазерную трубку чиллером, а не ведром.
Гони воздух компрессором, чтобы удалять продукты горения и беречь линзу.
Проверяй механику (ремни, люфты).
Готовь файлы умно (без дублей, правильный порядок).
Не мучай трубку максимальной мощностью, настрой углы.
Вот такие пироги. Всё это не высшая математика, а простая дисциплина и понимание, как работает твой инструмент. Удели ему время — и он отплатит тебе идеальными деталями и долгими годами службы.
А какие косяки с лазерным станком были у вас? Делитесь в комментах, обсудим! Всем ровных резов и целых трубок!
Показать полностью
2


Выбор лазерного ЧПУ станка для дома
Привет знающим и опытным! Помогите, пожалуйста, с выбором лазерного чпу станка для дома. Бюджет до 50 000. Задачи: гравировка на фанере, коже, возможно металле; резка фанеры. Пытался разобраться сам, но утонул в обилии ассортимента.


Ответ user9442586 в «Очень успешный бизнес на табличках»2
Да-да, все обосновали. Если не в курсе и реально не занимаешься, то так с лапшой и уйдешь. Нет, ну вы то в плюсе останетесь, считай продали свою услугу\товар.
А теперь подробнее:
"даже не китайском, принтере головы хватило на полгода, новую вновь взял за 180 + инженер)"
Во-первых ее обычно и хватает на пол года при условии постоянного использования и обслуживания, если работаете в этой теме, то знаете что головы живут примерно столько, особенно китайские.
А еще они умирают и никакие ультразвуковые прочистки не помогают. Ну в основном так, хотя некоторые можно еще поддерживать какое-то время. Но все равно, голова - это расходник.
Во-вторых 180к - дорого берете, очень. За такие деньги можно новые 4.5 головы dx10 (если не ошибаюсь). Взять. Пусть меня поправят если ошибаюсь. Очень многое зависит от того как хорошо вы разбираетесь в специфике своей работы. Вот я себе не враг, чтобы таблички за 125 руб заказывать. Их потом не отобъешь XD
Приведите в обоснование еще скорость принтера. Он может квадратный метр 10 дней выводить.
Сколько таких бизнесменов я уже видел, берут незнамо что с надеждой что оно как начнет золотые яйца нести, а в итоге его обслуживать надо, а еще головы каждый пол года умирают и стоят они ДОРОГО (а когда не разбираешься, то вообще вон за 180к могут втюхнуть):
Полная версия на ютуб:
Я когда был совсем зеленым, то хотел вот эту радость приобрести (Epson уже не помню какой):
Единственное, голова каждые пол года умирает и стоит 120к XD, а так машина - зверь. Брать не стал и не советую.
Вас послушаешь... Давайте с другого конца вопрос разберем. Допустим заказываем 1000 табличек по 125500 у вас. Это примерно 125.5 руб за табличку.
Я брал китайскую ракетка для настольного тенниса из фанеры с такой табличкой за 250-300 руб. Чтобы не быть голословным, прилагаю фото того что от нее осталось (разобрал и распилил):

Выходит, стоимость таблички (которую вы изготовите) составляет 42% от стоимости ракетки. Ладно, не будем мелочиться, пусть она продается в супермаркете и стоит 600 руб. Тогда стоимость таблички - 20% от стоимости ракетки.
Но вы мне сообщили стоимость одной таблички, а на этой ракетке их аж сразу две.
Что в стоимость ракетки кроме таблички входит (кроме проектирования):
- материалы (шпон, карбон, клей, лак)
- электроэнергия на изготовление (раскрой, термопрес)
- резиновые накладки
- зп работникам, амортизационные отчисления и все остальное что вы же написали
- упаковка (не считаем)
В общем, обдумал ваш ответ, неа. Таблички столько стоить не могут.
"Так что либо, простите, вы болтун про 2000 (покажите тогда акт выполненных работ что ли)" - перевод по СБП, на этом все.
Показать полностью
2
2
По мотивам аниме Человек-бензопила
Дошли руки поправить макет и вырезать новое клише для принта на майку одного из постов.

Ширину сделал 18см и решил разместить принт по центру груди.

Всё-таки на каждый материал краска ложится по-разному. Например, на серой хб майке, краска не идеально прилипает. Похоже, что мелкий ворс мешает, т.к. майка уже не новая.

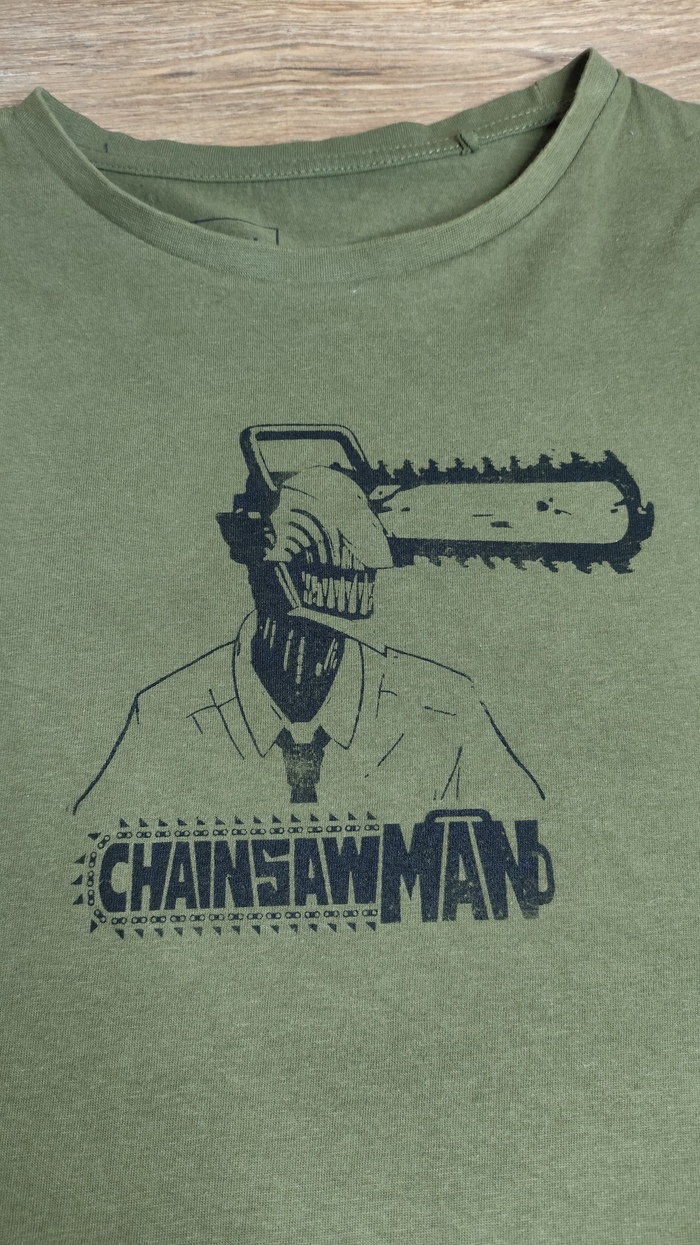
Результатом доволен, особенно на милитари цвете. Можно продолжать эксперименты дальше.


Ссылка на видео создания в тикток https://vm.tiktok.com/ZNdTwx8vr/
Показать полностью
6
Человек-бензопила проба пера
Этой осенью залипаю в аниме (обычно тянет пройти сюжет какой-нибудь игры) и каждый раз хочется сделать себе что-то связанное с героями просмотренного. В этот раз досмотрел сериал Человек-бензопила, зашло!)
Как раз жена попросила отпечатать ей коробок для бренда. Раз уж руки марать, заодно и принт протестирую.
Пока шлёпал коробки, лазерный станок клише вырезал.

Неплохо, но надо увеличить мелкие детали на макете, а то почти не видны и можно в продакшен. Ширина 16 см.
Протестил на ткани из которой новая кофта будет сшита.
Пока не решил какой финальный размер сделать и где расположить. Есть идеи?
Сверху маленький логотип для теста, печати по ткани.
А вот коробки для бренда нижнего белья

Показать полностью
3

